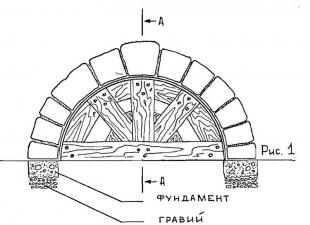
Caurumi ar zāģēšanu.
1. Ieejot baļķī, zāģis veic lēcienu uz augšu un, noņemot dēli, tas ir izliekts kā zobens. To, visticamāk, izraisījis tas, ka zoba asināšanas leņķis ir pārāk liels un izplatība ir nepietiekama. asināt zobu par pāris grādiem un palielināt nobīdi par 2-3 tūkstošdaļām; uz sāniem.
2. Ieejot baļķī, zāģis veic lēcienu uz augšu un nogriež precīzi gandrīz līdz baļķa galam, pēc kura tas nokrīt. Šo parādību sauc par “izspiešanu” vai “izspiešanu”, tas ir, viņi saka: zāģis izspiežas. To, visticamāk, izraisa pārāk liels zobu asināšanas leņķis. Mēģiniet samazināt asināšanas leņķi par pāris grādiem.
3. Zāģis “nirst” uz leju un pēc tam gludi griež. Tam var būt vairāki iemesli, piemēram, tas, ka zāģis ir blāvs, tomēr, visticamāk, šīs parādības cēlonis ir nepietiekams zāģa asināšanas leņķis, ko savukārt var izraisīt tas, ka asināmais savlaicīgi neuzpilda akmeni, rūpīgi pārbaudiet asmeni, vai tā forma Ja zobs jums šķiet ideāls, tad par pāris grādiem jāpalielina zoba asināšanas leņķis.
4. Zāģis “nirst” uz leju un, noņemot dēli, tas ir izliekts kā zobens. Visticamāk, to izraisa nepietiekams asināšanas leņķis un nepietiekams iestatījums vienlaikus. Uzmanīgi apskatiet asmeni, ja zoba forma jums šķiet ideāla, tad jāpalielina asināšanas leņķis par pāris grādiem un jāpalielina izkliede par 2-3 tūkstošdaļām uz pusi.
5. Griezums iet pa vilni. Ja zāģis ir ass, tas ir pārāk mazas spraugas dēļ, jums vajadzētu palielināt atstarpi par 0,006-0,008 collām katrā pusē saskaņā ar indikatoru.
6. Uz dēļa ir palicis pārāk daudz zāģu skaidu, un tās jūtas vaļīgas pieskaroties. Visticamāk, ka to izraisa pārāk daudz traipu, un, rūpīgi paskatoties, jūs redzēsiet raksturīgus skrāpējumus, tā sauktās “zobu pēdas”. Kā jūs droši vien jau uzminējāt, jums vajadzētu redzēt.
7. Zāģskaidas “uzripo” uz zāģa asmens. To izraisa fakts, ka zāģis nav pietiekami nodalīts un griezumā nav palicis pietiekami daudz gaisa, zāģa asmens berzējas pret zāģu skaidām, uzkarst un uz zāģa uzcepas koksnes putekļi. Palieliniet izkliedi par 0,005 collām katrā pusē atbilstoši indikatoram.
8. Zāģskaidas “ripo” pa zoba augšējo virsmu, bet uz zāģa virsmas tas nenotiek. Tas ir saistīts ar sliktu asināšanas kvalitāti (pārāk daudz padeves vai pārāk daudz metāla noņemšanas un līdz ar to sliktas kvalitātes virsmas uz zoba dobuma), vai pārāk augstu zoba asināšanas leņķi, vai arī to, ka tie turpināja asināt. zāģēt ar asmeni pēc tam, kad tas jau bija kļuvis blāvs.
9. Zāģu skaidas uz dēļa ir saspiestas un uz tausti karstas. Izplatība nav pietiekama, izplatība jāpalielina par 0,003 collām uz katru pusi atbilstoši indikatoram. Samaziniet asināšanas leņķi.
10. Zāģis ieplaisā aizmugurē. To izraisa fakts, ka virzošo rullīšu aizmugurējie aizturi atrodas pārāk tālu no asmens aizmugures. Attālums no asmens aizmugures līdz vadošā veltņa atdurei nedrīkst pārsniegt aizmugurē norādīto vērtību atkarībā no mašīnas veida.
11. Jauns, nekad uzasināts zāģis plaisas gar zobu dobumiem. Visbiežāk to izraisa fakts, ka asmens nav pietiekami nogriezts darbam, ko ar to mēģina veikt (skat. zāģēšanas pamatnoteikumu 4. punktu), vai arī tas, ka viņi turpināja zāģēt ar asmeni. pēc tam, kad tas kļuva blāvs), vai arī tas var notikt pēc pirmās zāģēšanas, ja baļķis ir pietiekami “sarullēts” smiltīs.
12. Pēc atkārtotas asināšanas, asmens pārklājas ar plaisām zobu dobumos. Atkārtotas asināšanas laikā vienā reizē tika noņemts pārāk daudz metāla, kā rezultātā tika veikta pārmērīga zoba virsmas korekcija. Vai arī tas ir saistīts ar zobu ģeometrijas izmaiņām. Salīdziniet zobu ģeometriju ar to, kāda tā bija sākotnēji, turot pie zāģa asmens gabalu, kas nekad nav bijis uzasināts.
ANCORD mašīna
Iekārtas galvenās priekšrocības un atšķirīgās iezīmes:
1. Zoba profila asināšana. Speciāls asināšanas ritenis ar diametru 127 mm (CBN, galvaniskā saite) iekļūst zobā leņķī un uzreiz uzasina visu zoba profilu; 
2. Tiek uzturēts nemainīgs lentzāģa zoba profils.
3. Nekauterizē. Asināšanas laikā ritenis tiek pastāvīgi mazgāts ar eļļas strūklu, tāpēc zāģis nedeg, nesacietē un neplaisā;
4. Atjaunina zāģus. CBN ritenis efektīvi izsmalcina visas mikroplaisas, kas parādās lentzāģī, zāģējot baļķus;
5. Uzkrājumi. Praktiski ir pierādīts, ka ar šādu asināšanu vidēji tiek panākts zāģa ietaupījums līdz pat 70%, un ar vienu šādu CBN riteni var uzasināt līdz 3000 lentzāģu (4,0 m).
6. Nav nepieciešams kvalificēts personāls, viss, kas jums nepieciešams, ir persona, kas var uzstādīt lentzāģi uz mašīnas un nospiest pogu "Start".
7. Darbības laikā nav nepieciešams uzraudzīt mašīnu, jo pēc kvalitātes kontroles iekārta pati apstāsies
8. Ir ievērojami zemāka cena salīdzinājumā ar analogiem, neatpaliekot no tiem kvalitātes ziņā.
Priekšrocības
1. Lentzāģi tiek uzasināti ar abrazīvu riteni uz keramikas vai bakelīta saites bez dzesēšanas šķidruma.
2. Ievērojami zemāka cena.
3. Vieglāks svars, aizņem mazāk vietas.
4. Tas trenē aci, rokas un rakstura noturību, neatlaidību un dzirdi.
Trūkumi
1. Lentzāģu asināšanai nepieciešams cilvēks.
2. Cilvēks nedrīkst būt stulbs un prātīgs (vēlams).
3. Lai rediģētu riteni, asinot lentzāģus, nepieciešams dimanta zīmulis un noteikta prasme.
Ja jums tas viss ir, tad zāģa asināšana nesagādās problēmas un jūsu lentkokzāģētava zāģēs gludi un ilgi, un jūs būsiet bagāts un laimīgs.
Lentzāģu asināšanas riteņu galvenās īpašības
Riteņi ir projektēti un ražoti ar augstu precizitātes pakāpi, izmantojot progresīvas tehnoloģijas un augstas precizitātes iekārtas, nodrošinot kvalitatīvu lentzāģu asināšanu dažādu veidu koksnes apstrādei. Ritenis sastāv no tērauda korpusa un profila darba daļas, kas izgatavota no borazona, kas ar augstu precizitāti kopē lentzāģa zoba dobuma profilu, kas nodrošina lentzāģa zoba profila atkārtojamību visā asināšanas periodā. izturību. Nodilumizturīga borazona izmantošana kā griešanas materiāls riteņa darba daļai var ievērojami palielināt instrumenta izturību un ar to uzasināto lentzāģu zobu kvalitāti, kā arī samazināt apstrādātās zoba virsmas raupjumu. 
Riteņus lentzāģu asināšanai raksturo:
Augsta profila izturība un atkārtojamība,
- augsta produktivitāte,
- augsta apstrādāto virsmu kvalitāte.
Saites raksturojums
Apļi ir izgatavoti, izmantojot galvanisko saiti, izmantojot augstas kvalitātes Borazon markas un tērauda korpusus. Galvaniskā saite nodrošina drošu borazona graudu noturēšanos uz riteņa darba daļas un augstu tā profila precizitāti lentzāģu asināšanas laikā.
Papildu prasības
Lai precīzāk izgatavotu riteni ar citiem profila parametriem, kas atšķiras no šajā katalogā norādītajiem, kā paraugu vēlams mums nodrošināt lentzāģa elementu ar vairākiem zobiem.
Kā liecina prakse, visas sarunas par vasaras un ziemas leņķiem tiek veiktas, asinot zāģi ar parastajām asināšanas mašīnām, kad šaurs asināmais akmens secīgi iet garām zāģa zobam. Dažādu iemeslu dēļ - galvenokārt nepareizas asināmā akmens sagatavošanas un mašīnu pretstrāvas dēļ - faktiskā radošā slīpuma leņķa izkliede uz vienu zāģi uz dažādiem zobiem, mērot ar transportieri, parasti ir 3-7°. Ar šādām reālām variācijām runāt par ziemas 9° vai vasaras 12° ir vienkārši bezjēdzīgi. Zāģis vienmēr labi griež tikai tad, ja slīpuma leņķis uz visiem zāģa zobiem ir vienāds, un tā vērtība 10° ir optimāla darbam ziemā un vasarā. Zoba aizmugures leņķa un dobuma dziļuma vērtības nav tik svarīgas.
Lūdzu, ņemiet vērā: visu zāģu ražotāju priekšējie un aizmugurējie leņķi ir aptuveni vienādi. Tie visi nedaudz atšķiras tikai ar dobuma formu un zoba augstumu, kam nav būtiskas nozīmes. Turklāt neviens ražotājs nekad neatkārto tieši to pašu zobu profilu no partijas uz partiju. Tāpēc, pirmo reizi uzstādot zāģi asināšanas mašīnā, tas vispirms ir jāprofilē ar disku, t.i. 2-4 apļi tiek uzasināti. Tas. Jūs varat iegūt gandrīz jebkuru profilu uz jebkura zāģa. Visa turpmākā lentzāģa asināšana tiks veikta vienā piegājienā.
Lentzāģa asināšana
Acīmredzot lentzāģim, tas ir, instrumentam, kas tieši veic darbu lentzāģētavas ietvaros, ir jābūt labā darba kārtībā. Tikmēr nekas nav mūžīgs, un zāģis, tāpat kā jebkurš griezējinstruments, darbības laikā zaudē savas īpašības.
Kā uzasināt lentzāģus?
Ja parastu zāģi, ja vēlas, var uzasināt ar dažādiem asināšanas instrumentiem, tad lentzāģim, diemžēl, ir tikai viena iespēja - rūpnieciskā asināšanas mašīna. Tāpēc labas asināšanas iekārtas nav greznība, bet gan nepieciešama stabilas kokzāģētavas sastāvdaļa. Labi iedibināta regulāra un pareiza lentzāģu asināšana pati par sevi var radīt būtisku zāģmateriālu ražošanas pieaugumu, nemaz nerunājot par nopietnu zāģu (īpaši, ja tie ir dārgi un kvalitatīvi) un darba laika ietaupījumu. 
Pēc divu vai trīs zāģēšanas ciklu pabeigšanas zāģa zoba ģeometrija mainās. Iespējams, pagaidām tas nepārprotami neietekmē zāģmateriālu kvalitāti, un pastāv ievērojams kārdinājums turpināt darbu, līdz sākas acīmredzamas neveiksmes - piemēram, sākas “vilnis”. Protams, šī pieeja (tas ir, zāģis tiek noņemts un uzasināts tikai tad, kad tā tālāka darbība nav iespējama) samazina dīkstāves laiku un ietaupa asinātāja laiku. Taču šajā gadījumā, veicot atkārtotu asināšanu, lielāka zāģmateriāla noņemšana ir neizbēgama, un mainās gan zāģa zoba, gan asināmā akmens ģeometrija. Tas viss neizbēgami noved pie diezgan straujas zāģa atteices. Izmantojot šo pieeju, griezums pirms zāģa asmens salūzšanas parasti ir līdz 25 kubikmetriem.
Pareiza lentzāģu asināšana
Ir iespējama arī cita pieeja, kad asināšana tiek veikta diezgan bieži, varbūt ik pēc pusotras stundas (tie paši divi vai trīs cikli). Tajā pašā laikā zāģis joprojām ir diezgan ass, patiesībā tas tikai nedaudz atgūst (pēc atpūtas!) un atgriežas darbā. Šajā gadījumā, asinot, tiek noņemts minimāls materiāla daudzums, un zoba forma praktiski nemainās, tas ir, zāģis ilgu laiku saglabājas ideālam tuvu stāvoklī. Izmantojot šo pieeju, zāģis var izturēt līdz pat piecdesmit atkārtotas asināšanas reizes, un zāģis, kas nogriezts pirms zāģa pārrāvuma, ir līdz 80 kubikmetriem.
Protams, katram uzņēmumam optimālā darbības režīma izvēle var balstīties tikai uz konkrētiem nosacījumiem. Bet, kā likums, izmaksas par profesionālas lentzāģu asināšanas ierīces iegādi, kas darbojas pusautomātiskā režīmā, un pietiekamu skaitu augstas kvalitātes rezerves zāģu stabilai kokzāģētavai, atmaksājas daudzkārt.
Tāpat atgādinām, ka zāģu asināšana un iestatīšana jāveic tikai uz “atpūtas” (10 un vairāk stundas) zāģa. Fakts ir tāds, ka zāģa asmens tiek pakļauts nopietnām slodzēm un “nogurst”, tas ir, darbības laikā mainās tā fiziskās īpašības. Tas ir vēl viens iemesls, kāpēc zāģis, kas tiek darbināts “trieciena” režīmā “bez dīkstāves”, sabojājas ātrāk. Pēc “atpūtas”, kad tiek atjaunotas zāģa fizikālās īpašības un daļēji ģeometrija, asināšanas instruments atjauno griešanas malu, nesabojājot zāģi.
Lentzāģu asināšana un iestatīšana
Lentzāģa asmens ir galvenais griešanas instruments kokmateriālu pārstrādes rūpnīcā. No pareiza lentzāģa iestatīšanas un asināšanas ir atkarīgs gan kalpošanas laiks, gan iegūtā griezuma kvalitāte, tāpēc instrumenta sagatavošanai darbam ir jāpievērš īpaša uzmanība.No tā, cik atbildīgi strādāsiet, ir atkarīga gan jūsu peļņa, gan izdevumi. pieiet šim.
https://
Zāģu sagatavošana mūsu uzņēmumā sākas ar asmens pārbaudi, lai noskaidrotu, vai zāģis vēl ir gatavs kalpot savam īpašniekam, vai tas ir jānomaina. Ja ārējā apskate neatklāj plaisas vai nepieņemamus bojājumus, zāģis tiek nodots darbnīcā, kur pieredzējuši meistari uzstāda un uzasina lentzāģi.
Lentzāģa maršrutēšana 
Procesa būtība ir zāģa zobu pārvietošana dažādos virzienos no asmens centrālās ass. Tas tiek darīts, lai nodrošinātu paša asmens pārvietošanos griešanas laikā bez pārkaršanas un nevajadzīgas berzes. Jo lielāks ir zoba izvietojums, jo platāks ir griezums; jo mīkstāka koksne, jo lielāka zoba novirze no asmens.
Lentzāģa asināšana
To veic ar specializētu asināšanas iekārtu operatora uzraudzībā. Asināšanu parasti veic 4-5 stundas pēc zāģa izņemšanas no mašīnas.
Mūsu uzņēmumā esam gatavi piedāvāt Jums profesionālus pakalpojumus griezējinstrumentu sagatavošanai darbam par diezgan saprātīgām cenām. Daudzi kokmateriālu tirgotāji gan no mūsu, gan kaimiņu reģioniem mums ir uzticējušies jau daudzus gadus.
Pareiza zāģa sagatavošana darbam
Griežot koku ar nepareizi uzasinātiem rokas zāģiem, iespējami šādi galvenie defekti: nepareizs garengriezums (ar nepareizu zobu iestatīšanu un asināšanu); ļoti raupja griešanas virsma (nevienmērīga zobu izlīdzināšana); dēļa virsmas griezuma neperpendikularitāte šķērsgriezuma laikā (zobi ir nepareizi izvietoti un uzasināti).
Tāpēc ir rūpīgi jāsagatavo zāģi, pirmkārt, lai pareizi uzstādītu un uzasinātu to zobus. Pirms regulēšanas asmens tiek notīrīts no korozijas un sveķiem ar lupatu, kas samērcēta petrolejā. Zāģus ar caurumiem un plaisām nevar rediģēt vai izmantot.
Uzstādiet zāģi šādi. Izliektais asmens tiek iztaisnots ar āmuru uz taisnas čuguna vai tērauda plāksnes. Jūs varat arī lēnām izvilkt asmeni caur skrūvspīlēm, turot to starp vara vai alumīnija plāksnēm. Pēc tam zobu profils un augstums tiek izlīdzināts (ēvelēts), izmantojot speciālu šuvju. Tas sastāv no cietkoksnes bloka ar caurumu un spraugu asmenim un trīsstūrveida vīle, kas ievietota caurumā. Audekls ir droši jānostiprina.
Viņi kūst šādi. Asmens tiek ievietots bloka spraugā un, viegli nospiežot uz savienotājelementa, tiek pārvietots pa zāģa zobiem. Zobus iztaisno ar vīli. Visiem zobiem jābūt vienādai formai, tāpēc slīpētie zobi ir jāuzasina un starp tiem esošās padziļinājumi jāizlīdzina.
Lai novērstu asmens zobu saspiešanu griezumā un samazinātu asmens berzi uz koka, ir nepieciešams izplatīt zobus, izmantojot instrumentu. Iestatot visus zobus pārmaiņus (katrus) dažādos virzienos saliek par vienādu daudzumu. Zobi ir saliekti 7g augstumā jeb 2/3 no to pamatnes; pretējā gadījumā pie pamatnes var veidoties plaisas, izraisot zobu lūšanu. Izkliedēšanas apjoms ir atkarīgs no zobu izmēra, taču tas vienmēr nedrīkst pārsniegt asmeņa biezumu.
Zāģa iestatīšana un asināšana Zāģiem ar maziem zobiem iestatījums ir 0,1-0,2 mm vienā pusē, vidējiem zobiem 0,2-0,3 mm un lieliem zobiem 0,3-0,6 mm. Mazāk salieciet zobus cietas koksnes zāģēšanai un lielāku daudzumu mīkstās koksnes zāģēšanai. Tātad sausai cietai koksnei katrs zobs ir saliekts vidēji par 0,25-0,5 mm, bet mīkstajai koksnei - par 0,5-0,6 mm.
Pateicoties zobu izkliedēšanai, griezums ir platāks par asmens biezumu, tāpēc griezumā tas brīvi pārvietojas.
Lai iestatītu un uzasinātu zāģi, asmens ir droši nostiprināts nekustīgi un taisni 3-5 mm attālumā no zobu pamatlīnijas starp stieņiem īpašās skavās, kas uzstādītas uz darbagalda.
Komplekta rezultātā visiem asmens zobiem jābūt saliektiem vienādi, un to galotnēm katrā asmens pusē jāatrodas vienā līnijā.
 Pareizu zāģa iestatīšanu un asināšanu kontrolē veidne, kas tiek uzklāta uz asmens un novilkta gar zobu vainagu abās asmens pusēs. Nepareizi saliekti zobi ir jālabo, jo tie radīs nevienmērīgu griezumu un novērsīs asmeni no riska. Turklāt darbā nepiedalīsies zobi, kas ir mazāk izliekti, un zobi, kas ir vairāk izliekti, griezīsies ar palielinātu slodzi un ātri sabojāsies.
Pareizu zāģa iestatīšanu un asināšanu kontrolē veidne, kas tiek uzklāta uz asmens un novilkta gar zobu vainagu abās asmens pusēs. Nepareizi saliekti zobi ir jālabo, jo tie radīs nevienmērīgu griezumu un novērsīs asmeni no riska. Turklāt darbā nepiedalīsies zobi, kas ir mazāk izliekti, un zobi, kas ir vairāk izliekti, griezīsies ar palielinātu slodzi un ātri sabojāsies.
Komplektā zāģa zobi tiek uzasināti ar vīlēm, kas paredzētas GOST 6476-67 “Vīles zāģu asināšanai uz koka”, izvēloties tos pēc zoba formas un izmēra.
Tie ir izgatavoti no U13 vai U13A tērauda, trīsstūrveida, rombveida, apaļi un plakani ar dubultiem un vieniem robiem.
Vīlēs ar dubultu iegriezumu jābūt 24 galvenajām un 20 papildu ierobām uz 10 mm garuma, un failiem ar vienu griezumu jābūt 24 galvenajiem iegriezumiem. Lieliem vīlēm un trīsstūrveida, rombveida un plakano vīļu šaurajām malām jābūt tikai vienam griezumam. Trīsstūrveida un dimanta failu šaurajām malām jābūt plakanām vai ovālām. Vīle tiek ievietota asmens rievā un, viegli piespiežot to pret zobu, darba gājiena laikā “no sevis” ar vīli tiek veiktas trīs četras kustības. Atgriežoties pret sevi, ar vīli nedrīkst pieskarties zobiem. Jums tas ir jāasina gludi. Ja pārvietojat ātri un spēcīgi nospiežat, zāģis var uzkarst un atlaidināt rūdītu tēraudu.
https://
Garenzāģēšanas zāģi, kuru zobiem ir slīpa trīsstūra forma, ir uzasināti vienā pusē perpendikulāri zāģa asmenim. Šķērszāģus, kuriem zoba forma ir vienādsānu trīsstūra formā, uzasina, novietojot vīli 60-70° leņķī pret zāģa asmeni. Zobus asina pa vienam; Pēc asināšanas vienā pusē pagrieziet asmeni uz otru pusi un uzasiniet trūkstošos zobus.
Lai iegūtu kvalitatīvas koka sagataves izmantošanai celtniecībā vai mēbeļu ražošanā, ir svarīgi pareizi konfigurēt lentzāģētavu.
Nepieciešamība ierīkot lentzāģētavu
Ja iestatīšanas noteikumi netiek ievēroti, zāģēšanas procesā parādās “viļņveida” virsma, kas noved pie materiāla kvalitātes īpašību samazināšanās. Lentzāģētavas jāregulē katru dienu un pēc tam, kad zāģmašīnas veltņi saskaras ar koka sagatavi. Veiciet rūpīgu mašīnas sastāvdaļu pārbaudi un pārbaudi un, ja nepieciešams, veiciet regulēšanu.
Lentzāģētavas izveides posmi

Lentzāģa mašīnas mezglu iestatīšanas secība prasa īpašas prasmes un zināšanas, taču tā nav īpaši sarežģīta.
Izmantojot regulēšanas skrūves, riteņus un svērteni, skriemeļi tiek izlīdzināti vertikāli.
Skriemeļu izlīdzināšana horizontāli. Tas tiek darīts ar lenti, kas izstiepta ar īpašu vītni, kas iet gar kokzāģētavu. Pēc riteņu uzstādīšanas horizontālā plaknē tiek fiksēts “piedziņas” ritenis, kas tālāk regulēšanā nav iesaistīts.
Spēles izveidošana starp “piedziņas” skriemeļa priekšējo malu un asmens starpzobu spraugu tiek veikta ar nospriegotu lenti, pagriežot “piedziņas” skriemeli horizontāli.
Atstarpe tiek iestatīta starp siksnas starpzobu spraugu un kokzāģētavas “piedziņas” skriemeļa priekšējo malu, pagriežot “piedziņas” riteni vertikāli.
Viļņu defekta novēršana
Pastāv tāda problēma kā nelīdzenumu parādīšanās uz zāģa dēļa virsmas, ko sauc par "vilni". Defektu izskatu ietekmē vairāki faktori:
- iekārtas operatora pieredzes trūkums vai neuzmanība;
- nepareizi lentzāģu iestatījumi (vai to trūkums);
- lentes kvalitāte;
- koka veids.
Strādnieks (operators)

No viņa profesionalitātes ir atkarīgi pareizi lentzāģētavas iestatījumi, zāģēšanas ātruma un lentes izvēle atbilstoši kokmateriālu veidam.
Zemā ātrumā dēlis izrādās “rievots”, ja tas pārsniedz pieļaujamo ātrumu, nezāģēti posmi parādās “viļņa” veidā.
Iestatījumam ir liela nozīme vienmērīgā un kvalitatīvā iekārtas darbībā.
Mašīna. Lentzāģētavas darba mezgli ietekmē baļķu apstrādes kvalitāti, vienas no tām nodilums vai nepareiza konfigurācija novedīs pie “viļņa” defekta.
Vadošie veltņi

Ar to palīdzību tiek iestatīts zāģa stāvoklis attiecībā pret mašīnas atbalsta galdu. Veltņu atrašanās vietas precizitāti pārbauda ar regulēšanas lineālu, kas ir iekļauts lentzāģētavas komplektā. Darba virsma tiek uzraudzīta attiecībā uz nodilumu, kas izraisa zāģa asmens vibrāciju; dziļi riski nav pieļaujami.
Jāmaina arī nolietotās tapas un bloķēšanas uzgriežņi.
Pēc bojāto komponentu nomaiņas zāģa veltņi ir pilnībā noregulēti. Ir jāpārbauda rullīšu vadotnes piedziņas mezgla atstarpe.
Gultas veltņi. Kad šīs daļas ir nolietotas, tās tiek nomainītas un noregulētas. Vertikālās vadotnes ir izlīdzinātas perpendikulāri rāmim un kontrolē rullīšu (augšējo un apakšējo) pareizu pielāgošanu vadotnēm.
Mašīnu uzstādīšana
Uzstādot, ir svarīgi nodrošināt, lai pozīcija nepārvietotos, it īpaši, ja tā nav pieskrūvēta pie grīdas, kā norādīts lietošanas pamācībā. Atstarpes nav pieļaujamas. Ja ir izveidota spēle, zem mašīnas kājām novieto vajadzīgā biezuma tērauda plāksni. Dažiem kokzāģētavu modeļiem ir papildu atbalsta kājas, kas neļauj gultai nokarāties.

Koksne
Dažas kokmateriālu īpašības ietekmē griezuma kvalitāti, jo īpaši “viļņa” izskatu.
Dažāda blīvuma koksne. Vidū baļķis ir mazāk blīvs nekā augšējos slāņos, tāpēc, zāģējot centrālo daļu, veidojas vairāk skaidu. Griežot šīs vietas, zāģis nevar tikt galā ar zāģu skaidu noņemšanu, tas sāk uzkarst un saliekties, kā rezultātā veidojas “vilnis”.

Lentzāģētavai ir grūti izvēlēties tādus parametrus, lai vienlaikus varētu labi sazāģēt cieto ārējo un mīksto iekšējo slāni. Ir nepieciešams pārtaisīt griešanas modeli vai veikt papildu darbību, lai izlīdzinātu siju.
Apstrādājot saldētu koksni, veidojas “vilnis”. Ja kokmateriāli ir sasaluši vienādi, tad šī problēma nerodas, bet, ja nākas zāģēt daļēji sasalušus baļķus, tad radīsies “viļņu” defekts, kā apstrādājot dažāda blīvuma koksni.
Zāģējot baļķus ar lielu mezglu skaitu, pastāv “viļņu” parādīšanās risks. Apstrādājot tos, ir nepieciešams pakāpeniski samazināt un pēc tam palielināt griešanas ātrumu.
Apstrādājot baļķa sveķaino virsmu, zāģskaidas pielīp pie zāģētavas asmens, kas noved pie tā sabiezēšanas, tās uzsilst, vājinās spriegums, rodas “vilnis”.
Mehānisma detaļu pārbaude
Pirms darba uzsākšanas nepieciešams pārbaudīt kokzāģētavas sastāvdaļas.
Pacelšanas mehānisms pārvieto rāmi uz augšu un uz leju, izmantojot transmisiju, ko darbina elektromotors. Vadības panelis atrodas elektriskajā skapī, uzstādīts rāmja augšējā džemperī, nepieciešams zemējuma savienojums. Rāmis sastāv no divām sijām, kas savienotas viena ar otru. Zāģa skriemeļi atrodas galos:
- “vadošais” – fiksēts nekustīgs;
- “vergs” – pārvietojas gareniski.

Kokzāģētava ir aprīkota ar zāģa spriegošanas ierīci, kas satur atsperes-skrūves mehānismu.
Uz lentkokzāģētavas zāģa skriemeļu korpusa ir tvertne ar smērvielu un dzesēšanas maisījumu.
Lentzāģa pārbaude un regulēšana

Pareizs zāģa asmens nospriegojums ir būtisks faktors, kas ietekmē koksnes kvalitātes īpašības un zāģa kalpošanas laiku. Lentes spriegojums tiek veikts atbilstoši izvēlētajam zāģa asmens tipam, parametri norādīti ražotāja tehniskajā dokumentācijā. Zāģa asmeni novieto uz skriemeļiem, nedaudz nospriego, nostiprina ar skrūvēm, pēc tam nospriego līdz vajadzīgajam izmēram.
Tiek pārbaudīta zāģa kustība uz vadotnēm un skriemeļiem. Jums jāpārliecinās, vai zāģa asmens ir pareizi novietots uz vadotnēm. Pēc tam uz dažām sekundēm ieslēdziet elektrisko piedziņu un izslēdziet to. Atveriet pārsegus un apskatiet asmeņu stāvokli uz skriemeļiem. Ja atstarpe starp riteņu izvirzījumu un lentes aizmugurējo malu ir no 1 līdz 2 mm, tad regulēšana tiek veikta pareizi.
Ja tas pārsniedz šo diapazonu vai asmens pārvietojas gar riteņa izvirzījumu, noregulējiet zāģa lentes gājienu. Pagriežot skrūvi pa labi, asmens virzīsies uz spriegošanas riteņa izvirzījumu; ja tas ir pagriezts pa kreisi, tas attālināsies no izvirzījuma. Aizveriet vākus. Vēlreiz pārbaudiet kokzāģētavas darbību.
Vadošo “kubu” uzstādīšana un konfigurēšana

Vadītāju stiprinājuma skrūves ir atskrūvētas un nospiestas pret asmens augšējo malu. Jums jāpārliecinās, ka “kubs” netiks iespiests lentē un nesabojās to. Pēc tam tos atkal pievelk, un, ja “kubs” ir pareizi noregulēts, tā augšējā mala un regulēšanas lineāls atradīsies paralēli.
Birstes uzstādīšana Birste ietekmē zāģēšanas efektivitāti un precizitāti, lentas asmens, darba skriemeļu un atbalsta rullīšu kalpošanas laiku. Uzstādot, jums jāpārliecinās, ka sariņi nepieskaras zāģa zobu apakšai.
Pirmkārt: kas neļauj zāģim kustēties uz augšu un uz leju griešanas laikā? Galu galā tieši tāpēc uz zāģmateriāla veidojas vilnis. Daudzas Krievijas tirgū prezentētās kokzāģētavas izmanto saspiešanas veltņus, kas neļauj zāģim pacelties virs tiem, jo tur ir pietura, bet, virzoties zemāk, zāģi nekas neierobežo. Un, kad zāģis ir nepareizi uzasināts, novietots atsevišķi un stāv uz mašīnas, kurā ir nepareiza rullīšu un skriemeļu ģeometrija, tas sāk meklēt sev vietu, nolaižas, atraujoties no veltņiem. Tiklīdz tā sasniedz kritisko punktu, tālāk lūstot, kokzāģētavas darbība kļūst grūtāka. Operators to jūt un samazina kustību, zāģis lēnām paceļas uz augšu, sasniedz atdures, kādu attālumu gludi zāģē un atkal nirst lejā. Tas izrādās vilnis uz dēļa ne tikai augšējā, bet arī apakšējā dēļa.
Savās pirmajās kokzāģētavās izmantojām arī izspiešanas veltņus (PLG-1E), bet pēc tam no tiem atteicāmies. Kokzāģētava PLG 2M “Bobrenok” ir aprīkota ar vaigiem (rievu vadotnēm), kurās zāģis tiek turēts gan augšā, gan apakšā. Šajā gadījumā nosacījums ir izpildīts: uzstādot šos vaigus, starp tiem un zāģi augšējā stāvoklī ir jāiziet papīra gabals, un tas pats ir apakšējā pozīcijā. Izrādās, ka zāģējot, pat ja zāģis ir nepareizi uzasināts un novietots atsevišķi, būs neliela viļņa veidošanās: 1-2 mm.
OtrkārtĻoti svarīgs punkts ir dzelzceļa sliedes. Piemēram, veidojot pazīstamās Novosibirskas kokzāģētavas “Taiga” un “Kedr”, tiek izmantoti sliežu ceļi no metināta kanāla bez plānām virsmām. Izrādās, ka veltnis ir plakans un ripo pa plauktu 5-6 cm platumā.Ja veltnis ripo pa kanālu, pat uzstādot skrāpjus, kas noņem zāģēšanas procesā radušās zāģu skaidas, jau sarullēto nevar noņemt. Izrādās, ka vienā vietā zāģskaidas ripinātas, bet citā ne. Rezultātā šajā vietā mašīna paceļas, pat ja par 0,5 mm. Uz zāģa tie ir 0,5 mm. pārvērsties par 1,5 mm. Zāģis uzreiz veic lēcienu, nolaižas un atgriežas sākotnējā pozīcijā labākajā gadījumā tikai pēc metra, vai arī var vienkārši sākt “meklēt vietu” un uz metra zāģmateriāla uztaisīt 2-3 viļņus. Tajā pašā laikā daudzi ražotāji projektē 3 sliežu ceļus, starp kuriem ir 2 savienojumi. Šie savienojumi apgrūtina atšķirības starp sliežu ceļiem, un tas pastāvīgi atspoguļosies zāģmateriālos. Lai pēc kokzāģētavas iegādes nenonāktu tik nepatīkamā situācijā, iesakām apmeklēt ražotni, kurā darbojas iegādātā kokzāģētava, un ar suportu izmērīt zāģmateriālus sliežu sliežu savienojuma vietā. Tādējādi jūs uzreiz sapratīsit, vai varat nopelnīt naudu, ko plānojat ar šādiem zāģmateriāliem.
instrukcijas lentzāģu lietošanai
- - NEAIZMIRSTIET, KA ZĀĢĒŠANA AR TIKKO ZĀĢI IR ĀTRĀKAIS VEIDS TO PĀRĒT.
- - NEAIZMIRSTIET, KĀDU IDEĀLU MAŠĪNU IZMANTOJAT KOKA ZĀĢĒŠANAI, TĀ IR TIKAI IERĪCE, KAS IZVELK ZĀĢI PA BALKI.
- GALĪGAIS REZULTĀTS 90% IR ATKARĪGS NO PAREIZAS ZĀĢA APKOPE UN TIKAI 10% NO IEKĀRTAS IESTATĪJUMA VISPĀRĒJĀ.
- - UN BEIDZOT PĒDĒJAIS: PĀRZĒJĀ AR LENTZĀĢIEM NAV NESVARĪGU FAKTORI, JEBKĀDA ATkāpe NO IDEĀLA NOSVEDĪS, JA VISPĀR NE BŪS PIE KATASIJAS REZULTĀTA, TAD NOTEIKTI PIE PRODUKTIVITĀTES ZAUDĒŠANAS.
- Ieejot baļķī, zāģis virzās uz augšu un nogriež taisni gandrīz līdz baļķa galam, pēc tam tas nokrīt. Šo parādību sauc par "izspiešanu" vai "izspiešanu", tas ir, viņi saka: zāģis "izspiežas". To, visticamāk, izraisa pārāk liels zobu asināšanas leņķis. Mēģiniet samazināt asināšanas leņķi par pāris grādiem.
- Zāģis “nirst” uz leju un, noņemot dēli, tas ir izliekts kā zobens. Visticamāk, to izraisa nepietiekams asināšanas leņķis un nepietiekams iestatījums vienlaikus. Uzmanīgi apskatiet asmeni, ja zoba forma jums šķiet ideāla, tad jāpalielina asināšanas leņķis par pāris grādiem un jāpalielina izkliede par 0,05-0,076 mm uz pusi.
- Zāģis “nirst” uz leju un pēc tam gludi griež. Tam var būt vairāki iemesli, piemēram, tas, ka zāģis ir blāvs, bet, visticamāk, šīs parādības cēlonis ir zāģa nepietiekamais asināšanas leņķis, ko savukārt var izraisīt tas, ka asināmais nav savlaicīgi uzpildiet akmeni. Uzmanīgi apskatiet asmeni, ja zoba forma jums šķiet ideāla, tad jāpalielina zoba asināšanas leņķis par pāris grādiem.
- Uz dēļa ir palicis pārāk daudz zāģu skaidu, un tas jūtas vaļīgs uz pieskārienu. To, visticamāk, izraisa pārāk daudz traipu, un, ja paskatās vērīgi, jūs redzēsiet raksturīgus skrāpējumus uz dēļa, tā sauktās "zobu pēdas". . Zāģa izplatība ir nedaudz jāsamazina.
- Zāģu skaidas uz dēļa ir saspiestas un karstas uz tausti. Izplatījums ir nepietiekams, platums jāpalielina par 0,076 mm uz katru pusi atbilstoši indikatoram. Samaziniet asināšanas leņķi.
- Griezums iet kā pa vilni. Ja zāģis ir ass, tas ir pārāk mazas spraugas dēļ; atstarpe jāpalielina par 0,15-0,2 mm katrā pusē saskaņā ar indikatoru.
- Zāģis kļūst saplaisājis uz aizmugures virsmas. To izraisa fakts, ka virzošo rullīšu aizmugurējie aizturi atrodas pārāk tālu no asmens aizmugures. Attālums no asmens aizmugures līdz vadošā veltņa atdurei nedrīkst pārsniegt vērtību, kas norādīta asmens aizmugurē atkarībā no mašīnas veida.
- Zāģskaidas ripo uz zāģa asmens. To izraisa fakts, ka zāģis nav pietiekami novietots atsevišķi un griezumā nav palicis pietiekami daudz gaisa, zāģa asmens berzējas pret zāģu skaidām, uzkarst un uz zāģa uzcepas koksnes putekļi. Palieliniet izkliedi par 0,127 mm katrā pusē atbilstoši indikatoram.
- Zāģskaidas ripo uz zoba iekšējās virsmas, bet tas nenotiek uz zāģa virsmas. Tas ir saistīts ar sliktu asināšanas kvalitāti (pārāk daudz padeves vai pārāk daudz metāla noņemšanas un līdz ar to sliktas kvalitātes virsmas uz zoba dobuma), vai pārāk augstu zoba asināšanas leņķi, vai arī tāpēc, ka viņi turpināja zāģēt. ar asmeni pēc tam, kad tas jau bija kļuvis blāvs.
- Gar zobu ligzdām plaisas jauns, nekad uzasināts zāģis. To visbiežāk izraisa tas, ka asmens nav pietiekami nogriezts darbam, ko viņi mēģina veikt, vai asmens tiek turpināts zāģēt pēc tam, kad tas kļuvis blāvs, vai arī tas var notikt pēc pirmās zāģēšanas, ja baļķis ir bijis smiltis pietiekami ilgi.
- Pēc atkārtotas asināšanas asmeni pārklājas ar plaisām zoba dobumos. Atkārtotas asināšanas laikā vienā reizē tika noņemts pārāk daudz metāla, kā rezultātā tika veikta pārmērīga zoba virsmas korekcija. Vai arī tas ir saistīts ar zobu ģeometrijas izmaiņām. Salīdziniet zoba ģeometriju ar zoba ģeometriju, kas sākotnēji bija, piestiprinot zāģim asmeni, kas nekad nav uzasināta; šādu gabalu var viegli iegūt mūsu birojā.
12. Un visbeidzot. Kārtībā, bet nekādā gadījumā ne atbilstoši paredzētajam mērķim daudzas problēmas rada tas, ka asināmais akmens netiek uzpildīts pietiekami bieži un precīzi. Šī nav pati patīkamākā nodarbe, un tā nav jādara, tāpat kā viss pārējais, kas rakstīts augstāk, JA REZULTĀTS NEINTERESĒ.
ĪPAŠAS PROBLĒMAS ZĀĢĒJOT
Tā kā aukstais laiks ietekmē lielāko daļu mūsu valsts, vēlamies pievērst īpašu uzmanību zāģa uzstādījumam.
Pirmais noteikums: jo mīkstāka koksne, jo lielāks komplekts, āķa leņķis un zoba augstums. Un otrādi: jo cietāks akmens, jo mazāks ir pirksta iestatīšanas leņķis un zoba augstums. Atcerieties, ka skujkoki sasaluši griežas tāpat kā cietie koki. Parasti grūtākais brīdis baļķa zāģēšanā ir tad, kad tas ir daļēji sasalis. Šajā gadījumā nav jābūt agresīvam. Novietojiet zāģus atsevišķi šādi. kā zāģējot cietkoksni.
Ļoti sveķainas koksnes griešanai nepieciešams ķīmisks līdzeklis, lai periodiski izsmidzinātu zāģi. Šim nolūkam tiek izmantoti trauku mazgāšanas līdzekļi. Neizmantojiet šiem nolūkiem dīzeļdegvielu.
Zāģējot ļoti sausu koku, neizmantojiet ūdeni, jo tas būs nepieciešams tas noved pie koksnes pietūkuma. Ja jums ir nepieciešams ūdens, izmantojiet pēc iespējas mazāk ūdens.
Dažkārt zāģējot parādās nelīdzena, viļņaina dēļa virsma, kas dabiski samazina izstrādājuma kvalitāti.
- pareizi lentzāģētavas iestatījumi
- zāģēšanas ātrums
- zāģa kvalitāte
- koka kvalitāte
Lentkokzāģētavas ierīkošana.
Lentzāģētavas iestatījumi jāpārbauda katru dienu un vienmēr pēc iespējamas zāģa atbalsta veltņu saskares ar baļķi. Zāģa vadošie rullīši nosaka zāģa stāvokli attiecībā pret mašīnas atbalsta galdu. Pareiza uzstādīšana tiek kontrolēta, izmantojot regulēšanas lineālu. Pašiem veltņiem uz darba virsmas nedrīkst būt nodiluma pazīmes - tas izraisa zāģa vibrāciju. Veltņu sānos nedrīkst būt dziļas pēdas (tās tiek iegūtas, ja zāģim kustoties veltņi negriežas). Tiek pārbaudīts arī gultņu stāvoklis. Ja tiek nomainīti gultņi, ir jāpārbauda veltņa korpusa montāžas caurumu stāvoklis - tie nedrīkst būt salauzti. Šajā gadījumā ir jānomaina veltņa bloks.
Tālāk tiek pārbaudīts veltņa ass (tapas) stiprinājums korpusā. Ja tiek konstatēta brīvkustība (visas tapas, kas nostiprina asi, ir pievilktas), korpuss tiek nomainīts. Bieži vien ekspluatācijas laikā tiek bojāta vieta, kur veltņa korpuss ir piestiprināts pie karietes vadotnes, tāpēc nav iespējams pareizi noregulēt rullīšu stāvokli (nav regulēšanas rezerves). Varat mēģināt iztaisnot līkumu, vispirms demontējot veltņa korpusu. Tiesa, tas var sabojāt metināšanas vietu, tāpēc bojāto korpusu labāk nomainīt pret jaunu. Salauztas regulēšanas tapas un salocītus bloķēšanas uzgriežņus labāk nekavējoties nomainīt pret jauniem.
Pēc bojāto detaļu un detaļu nomaiņas zāģa veltņi ir pilnībā noregulēti. Lai nodrošinātu vienmērīgu veltņu spiedienu uz zāģi, pārvietojot kustīgo veltni no vienas galējās pozīcijas uz otru, kustīgā veltņa vadotnei jāpārvietojas plaknē, kas ir paralēla atbalsta galda plaknei. Bez šādas regulēšanas, mainoties griešanas platumam, mainās zāģa asmens stingrība, un tas izraisa “viļņa” parādīšanos.
Lūdzu, ņemiet vērā: kustīgajā rullīšu vadotnes piedziņas blokā nedrīkst būt pat nelielas brīvkustības.
Gultas veltņi.
Pēc vertikālo vadotņu perpendikulitātes pielāgošanas gultai ir jāpārbauda augšējo un apakšējo veltņu atbilstība atbilstošajām vadotnēm. Ja nepieciešams, tiek regulēti arī apakšējā spiediena veltņi (ja tādi ir).
Zāģa stāvokļa regulēšana uz darba skriemeļiem.
Liela zāģa noplūde no skriemeļiem izraisa aizmugurējās malas izstiepšanos, un rezultātā zāģis griezumā kļūst nestabils. Šajā gadījumā defekts neparādās uzreiz, dažreiz pēc otrās vai trešās asināšanas
Lentzāģētavas uzstādīšana.
Tas ir īpaši svarīgi gadījumos, kad kokzāģētavas atbalsta kājas nav nostiprinātas ar enkura skrūvēm, kā ieteikts mašīnas lietošanas instrukcijā. Visām atbalsta kājām ir jāpieskaras grīdai bez atstarpēm. Ja tiek atklāta plaisa, tā ir jānovērš.
Zāģēšanas ātrums.
Griešanas ātrumam jābūt pēc iespējas tuvākam koka veida maksimālajam ātrumam. Ja zāģēšanas ātrums ir nepietiekams vai, gluži pretēji, pārāk liels, pastāv iespēja iegūt “vilni”. Zāģa kvalitāte. Griešanas ātrums ir tieši atkarīgs no zāģa kvalitātes. Bieži vien “vilnis” rodas, ja zāģis ir blāvs vai tā iestatījums ir nepietiekams - tas viss samazina zāģēšanas ātrumu. Arī asināšanas leņķim ir tāds pats efekts. Ja šis leņķis ir lielāks par optimālo konkrētajam koka veidam, zāģis ir pārslogots (iestrēdzis), un, ja tas ir nepietiekams, zāģēšanas ātrums samazinās.
Elektroinstalācijas nevienmērīgums ir pelnījis īpašu uzmanību. Ja iestatījums katram zobam atšķiras, “vilnis” pēc būtības būs nejaušs un galvenokārt būs atkarīgs no nevienmērīgā koksnes blīvuma. Ja maršrutēšana dažādās zāģa asmens pusēs atšķiras, “vilnis” būs atkarīgs no maršrutēšanas vērtības (vienā vai otrā virzienā) un parādīsies, mainoties zāģēšanas ātrumam. Šāda defekta esamību var pieņemt, ja pēc iekļūšanas kokā zāģis nirst uz leju vai paceļas uz augšu.
Zāģis, kura zobu solis vai zoba augstums mainās no zoba uz zobu, zāģēs saraustīti un ar ievērojamu vibrāciju - un rezultātā ar "vilni". Ja uz zāģa ir urbumi, kas nav noņemti, tas izraisa zāģa uzkaršanu un līdz ar to “viļņa” parādīšanos.
Ja zāģis ir bojāts, tad, kā likums, pat pēc iztaisnošanas tas nevar nodrošināt kvalitatīvu griezumu.
Koka kvalitāte.
Viļņu rašanās vainojama koksne. Būtībā runa ir par dažādu baļķa slāņu nevienmērīgo blīvumu, ko nosaka vai nu koksnes veids, mezglu klātbūtne vai apsaldējuma pakāpe. Ar to ir grūti cīnīties: ir gandrīz neiespējami izvēlēties zāģa parametrus tā, lai tas vienādi labi nogrieztu gan cieto ārējo, gan mīksto iekšējo slāni. Pēc kokmateriālu saņemšanas iesakām mainīt griešanas rakstu vai izlīdzināt virsmu.
Zāģējot mezglainu koku, palielinās “viļņa” risks. Šeit ir nepieciešama piesardzība: jums būs vienmērīgi jāsamazina un pēc tam tikpat vienmērīgi jāpalielina padeves ātrums, braucot garām mezglam.
Ja koksne ir ļoti sveķaina, zāģu skaidu un sveķu saķere ar zāģa asmeni būtiski palielina tā biezumu, zāģis uzkarst un rezultātā krītas spriegums un parādās “vilnis”. Jāizmanto tīrīšanas šķidrums.