ढलाई के प्रकार और ढलाई के लिए सामग्री
प्राचीन काल से, जैसे ही लोगों ने धातु को गलाना सीखा, धातु पीछा करने का उपयोग किया जाने लगा। धातु को सजाने की इस विधि में एम्बॉसिंग विधि का उपयोग करके धातु की सतह पर एक आभूषण लगाना शामिल है। उत्पाद एक अद्वितीय आभूषण बनाते हुए राहत प्राप्त करता है।
प्राचीन काल से, विभिन्न प्रकार के घरेलू सामान, व्यंजन, हथियार, सैन्य वर्दी, ढाल, हेलमेट और बहुत कुछ को सजाने के लिए एम्बॉसिंग का उपयोग किया जाता रहा है। सिक्के और विलासितापूर्ण आभूषण भी ढाले गए।
पीछा करने से सजाए गए उत्पाद सजावटी या अधिक जटिल दो- और तीन-आयामी त्रि-आयामी छवि के साथ हो सकते हैं, जो अत्यधिक कलात्मक नमूनों का प्रतिनिधित्व करते हैं। आंतरिक साज-सज्जा के लिए विभिन्न शैलियों की कलाकृतियों का उपयोग किया गया। हालाँकि, इस सजावट तकनीक का उपयोग जातीय डिजाइन बनाने के लिए पूर्व में सबसे अधिक किया जाता है। आज तक, शिल्पकार घर और विशेष कार्यशालाओं में इस प्रकार की सजावटी और व्यावहारिक कला के प्रति उत्सुक हैं। आजकल, उत्कृष्ट स्वाद वाले लोग धातु एम्बॉसिंग खरीदने के लिए उत्सुक हैं, और विशिष्टता चाहने वाले लोग कस्टम-निर्मित उत्पादों को पसंद करते हैं। इसलिए, शिल्प फल-फूल रहा है और कारीगरों के काम की बहुत मांग है।
आजकल कलात्मक सिक्के निर्माण में कई ज्ञात रुझान हैं। हालाँकि, धातु पीछा करना सबसे जटिल प्रकार कहा जा सकता है। यह यहां है कि आप एक गहरी राहत, एक मूल चित्र बना सकते हैं, और काम अविश्वसनीय रूप से जटिल और श्रमसाध्य है, जिसके लिए न केवल रचनात्मक दृष्टिकोण की आवश्यकता है, बल्कि उच्चतम स्तर की व्यावसायिकता भी है। धातु के साथ काम करने की प्रक्रिया में एक सजावटी या बहुआयामी राहत बनाई जाती है, जो ढलाई से कहीं अधिक कठिन है।
सिक्कों के प्रकार
धातु पीछा को 2 प्रकारों में विभाजित किया गया है:विशाल और सपाट. इसके अलावा, उनमें से प्रत्येक को प्रौद्योगिकी और बनावट के आधार पर विभिन्न उपप्रकारों में विभाजित किया गया है। विशेष रुचि ओपनवर्क एम्बॉसिंग है, जो आभूषणों से पतली नाजुक फीता की याद दिलाती है। तकनीकी प्रक्रिया में पृष्ठभूमि को काटना और फिर वर्कपीस पर आभूषण को काटना शामिल है। काम में विशेष उपकरणों का उपयोग किया जाता है - टकसाल (कटौती)। फिर उत्पाद को एक विशेष तकनीक का उपयोग करके एक निश्चित तापमान पर जलाया जाता है।
सपाट सिक्का , जो सपाट सिक्के के उपप्रकारों में से एक है, धातु की शीट पर निर्मित होता है। इस मामले में, राहत नहीं मिलती है। इस प्रकार के सिक्के को समोच्च कहा जाता है। यह कुछ हद तक उत्कीर्णन के समान है, लेकिन अधिक समोच्च राहत, अवतल या, इसके विपरीत, उत्तल में भिन्न है। धातु उत्पादों को सजाने की इस तकनीक का उपयोग आंतरिक सजावट में या एक स्वतंत्र कलात्मक उत्पाद के रूप में उपयोग किए जाने वाले विभिन्न तत्वों के लिए किया जाता है।
अधिक जटिल है त्रि-आयामी धातु उभार . इस पद्धति के लिए सावधानीपूर्वक और सावधानीपूर्वक दृष्टिकोण और उच्च स्तर की व्यावसायिकता की आवश्यकता होती है।
प्रत्येक धातु इस कार्य के लिए उपयुक्त नहीं है। काम के लिए उपयुक्त सामग्री में कई गुण होने चाहिए ताकि मास्टर अपनी रचनात्मक कल्पनाओं को जीवन में लाते हुए वास्तव में शानदार उत्पाद बना सके। विशेष उपकरणों की भी आवश्यकता होती है.
समुद्भरण उपकरण
जब एम्बॉसर धातु की सतहों के साथ काम करता है तो एक अपरिहार्य सहायक एम्बॉसिंग या कटिंग होता है। ये नुकीले किनारों वाली जालीदार बहुफलकीय या गोल छड़ें होती हैं, जो आमतौर पर 15 सेंटीमीटर लंबी होती हैं।
सिक्कों के प्रकार
कन्फर्निक- यह एक सिक्का है, जिसमें कुंद सुई के आकार की तेज धार है।
सिक्कों को बायपास करें, जिसे अक्सर उपभोज्य कहा जाता है, सीधा या गोल हो सकता है।
चॉप- छेनी के समान नुकीले किनारों वाले सिक्के चपटे या अर्धवृत्ताकार हो सकते हैं।
लॉसचटनिकी- चिकने या खुरदरे किनारे वाले चपटे प्रकार के सिक्के पॉलिश करने के लिए उपयोग किए जाते हैं।
कई अलग-अलग सिक्के हैं, उन सभी को सूचीबद्ध करना काफी मुश्किल होगा। इसलिए हमने सबसे लोकप्रिय लोगों के बारे में बात की।
एम्बॉसिंग टूल्स की भी क्या आवश्यकता होगी?
आपको हथौड़ों, बैकिंग पैड, विभिन्न प्लंबिंग उपकरण, पीसने के उपकरण और कई अन्य तात्कालिक उपकरणों का भी स्टॉक करना होगा। इस सजावटी और व्यावहारिक कला की सभी जटिलताओं के बारे में अधिक विस्तार से जानने के लिए, आप विशेष साहित्य पढ़ सकते हैं। सौभाग्य से, अब आप इंटरनेट पर मेटल एम्बॉसिंग के बारे में कई दिलचस्प किताबें पा सकते हैं। इसलिए, यदि आप इस रोमांचक और दिलचस्प शिल्प को अपनाने का निर्णय लेते हैं, तो आप अपनी ज़रूरत की हर चीज़ पा सकेंगे।
सामग्री
ताँबा- काम के लिए सर्वोत्तम सामग्री है।
लाल तांबे का सबसे अधिक उपयोग किया जाता है। यह उभरे हुए काम के लिए अधिक उपयुक्त है क्योंकि इसमें इसके लिए सभी आवश्यक गुण हैं: यह आसानी से वांछित आकार ले सकता है और पैटर्न को राहत प्रदान करता है।
रोल करने पर कोमलता और लोच आपको बहुत पतली तांबे की चादरें बनाने की अनुमति देती है।
पीतल- काम करने के लिए एक और उत्कृष्ट सामग्री। तांबे और जस्ता का मिश्र धातु होने के कारण, इस धातु में उनके सर्वोत्तम गुण हैं। यह एक शानदार सुनहरे रंग के साथ शानदार उपस्थिति पर ध्यान देने योग्य है। पॉलिश करने में आसानी, तैयार उत्पादों की शानदार उपस्थिति और लंबी सेवा जीवन उभरा हुआ पीतल के उत्पादों को विशेष रूप से लोकप्रिय बनाते हैं।
अल्युमीनियमहालाँकि यह अपने गुणों और दिखावट में पिछली दोनों सामग्रियों से कमतर है, फिर भी यह बहुत लोकप्रिय है। यह प्लास्टिक है और इसे अतिरिक्त ताप उपचार की आवश्यकता नहीं है। सबसे अधिक उपयोग की जाने वाली एल्युमीनियम फ़ॉइल गहराई से खींचने योग्य होती है। यदि आप इस शिल्प में नए हैं, तो आपको इस सामग्री के साथ काम करना शुरू कर देना चाहिए; इसे संसाधित करना आसान है, और काम में हुई किसी भी गलती को सुधारा जा सकता है। हालाँकि, यह याद रखना चाहिए कि एनीलिंग के दौरान एल्युमीनियम का पिघलने का तापमान कम होता है।
लोहे का प्लेट- घरेलू कार्यशालाओं में काम के लिए उत्कृष्ट सामग्री। इस सामग्री का उपयोग गहरी ड्राइंग के बिना आभूषण और पैटर्न बनाने के लिए किया जाता है। मास्टर के कौशल और प्रतिभा के स्तर के आधार पर, सरल उत्पादों में उच्च कलात्मक स्तर हो सकता है।
स्टेनलेस स्टील- एक ऐसी सामग्री जिसका उपयोग शायद ही कभी एम्बॉसिंग कार्य के लिए किया जाता है, क्योंकि इसमें उच्च शक्ति और कठोरता होती है।
निकल मिश्र धातु- इनमें तांबे की मात्रा अधिक होती है और इनका उपयोग अक्सर सिक्के बनाने के लिए किया जाता है। कप्रोनिकेल और निकल चांदी विशेष रूप से लोकप्रिय हैं। इन मिश्र धातुओं में अच्छी लचीलापन होती है, जिससे वांछित आकार लेना आसान हो जाता है। साथ ही, इन सामग्रियों को अच्छी तरह से पॉलिश किया जाता है, जो आपको उत्पादों को जल्दी से अधिक सौंदर्यपूर्ण और आकर्षक स्वरूप देने की अनुमति देता है।
उत्पादन की तकनीक
प्रारंभ में, कागज पर एक स्पष्ट रेखाचित्र बनाया जाता है। ड्राइंग बिना किसी त्रुटि के पूर्ण आकार में बनाई जानी चाहिए। फिर एक धातु का खाली भाग बनाया जाता है। प्रत्येक तरफ 3-4 सेमी का अंतर छोड़ना महत्वपूर्ण है। अगला चरण सीधा होगा। साथ ही, पीसने की प्रक्रिया को सुविधाजनक बनाने के लिए किनारों को मोड़ा जाता है। इसके बाद वर्कपीस पर एक पेपर स्केच लगाया जाता है और एक बिटमैप बनाया जाता है। इसके लिए कैनफर्निक का उपयोग किया जाता है।
वर्कपीस पर डॉट पैटर्न लागू करते समय प्रभाव के बल की सटीक गणना करना आवश्यक है, ताकि उत्पाद को नुकसान न पहुंचे। फिर, उपभोग्य सामग्रियों का उपयोग करके, आवश्यक लाइन कॉन्फ़िगरेशन बनाया जाता है। आभूषण लगाने के बाद, पृष्ठभूमि को नीचे कर दिया जाता है और डिज़ाइन के किनारों के साथ संरेखित कर दिया जाता है। इस तकनीकी प्रक्रिया को पॉलिशिंग कहा जाता है और इसे पॉलिश करने वालों द्वारा किया जाता है। यह आपको ड्राइंग को अधिक अभिव्यंजक और स्पष्ट बनाने की अनुमति देता है। उभार मजबूत हो जाता है.
फिर एनीलिंग का उपयोग किया जाता है। उत्पाद को गैस बर्नर पर गर्म किया जाता है और राल से हटा दिया जाता है। गैसोलीन टॉर्च का भी उपयोग किया जा सकता है। इसके बाद, "लाल गर्मी" उत्पन्न होती है, धातु को लाल-गर्म होने तक गर्म किया जाता है और फिर सिक्के को ठंडा किया जाता है। फिर नॉकआउट किया जाता है, यानी लिफ्टिंग की जाती है। नरम बैकिंग का उपयोग करके रिवर्स साइड से राहत दी जाती है। सैंडबैग, रबर या फेल्ट मैट का उपयोग सब्सट्रेट के रूप में किया जा सकता है। पृष्ठभूमि तुरंत सीधी हो जाती है. इसके बाद, वर्कपीस को फिर से जलाया जाता है और राल के साथ समाप्त किया जाता है।
सिक्के को एनीलिंग करने और उसे ठंडा करने की तकनीकी प्रक्रिया धातु के प्रकार पर निर्भर करती है और भिन्न हो सकती है।
तांबा, निकल और उनके मिश्र धातुओं जैसी धातुओं के लिए, तेजी से शीतलन का उपयोग किया जाता है, जिससे लचीलापन बढ़ जाता है। एल्युमीनियम, साथ ही इसके विभिन्न मिश्र धातुओं को 350 डिग्री सेल्सियस से अधिक नहीं के तापमान पर एनील्ड किया जाता है, और भट्टी से निकाले बिना धीरे-धीरे ठंडा किया जाता है।
अंतिम चरण में, तैयार उत्पाद को राल से साफ किया जाता है, अचार बनाया जाता है और सुविधाजनक तरीके से संसाधित किया जाता है।
आमतौर पर, इस प्रकार की कलाकृति को कास्टिंग द्वारा एम्बॉसिंग और शीट मेटल द्वारा एम्बॉसिंग में विभाजित किया जाता है।
कार्यस्थल
डेस्कटॉप को खिड़की के पास रखना बेहतर होता है ताकि सूर्य की किरणें बाईं ओर से पड़ें। कृत्रिम प्रकाश व्यवस्था के लिए, 75-100 W की शक्ति वाले फ्लोरोसेंट या मैट-लेपित लैंप का उपयोग किया जाता है। ताकि यह हस्तक्षेप न करे और मेज पर ज्यादा जगह न ले, इसे ढक्कन से 50-70 सेमी की दूरी पर किनारे पर रख दिया जाता है। यदि आप मुख्य प्रकाश भी चालू करते हैं तो काम में बाधा डालने वाली गहरी छाया उत्पाद पर दिखाई नहीं देगी।
सबसे अधिक चुनी जाने वाली मेज मोटे ढक्कन वाली लकड़ी की होती है। इसके आयाम उन उत्पादों पर निर्भर करते हैं जिनके साथ मास्टर अक्सर काम करता है। प्रभावों की आवाज़ को कम करने के लिए, टेबल के पैरों के नीचे मोटे रबर पैड रखे जाते हैं। लेकिन साथ ही इसकी स्थिरता भी नहीं बिगड़नी चाहिए. मास्टर की ऊंचाई और मेज के आकार के अनुसार पीठ या स्टूल वाली कुर्सी का चयन किया जाता है।
यदि आप इसे अलमारियों और दराजों से सुसज्जित करते हैं तो कार्यस्थल आरामदायक हो जाएगा, जो इस तरह स्थित होना चाहिए कि आप बिना उठे उन तक पहुंच सकें। अपने टूल को व्यवस्थित करने से आपको उन्हें खोजने में समय बचाने में मदद मिलेगी। उपकरण पूरा होने के बाद, इसे तुरंत वापस अपनी जगह पर रख देना चाहिए। इस आदत को स्वचालितता में लाना होगा और काम करते समय यह नहीं सोचना होगा कि सब कुछ कहाँ है।
काम खत्म करने के बाद, मेज से सभी छीलन और धूल को साफ करना और कमरे को हवादार करना आवश्यक है।
वैकल्पिक उपकरण
कार्यक्षेत्र उपकरण में निहाई के साथ एक छोटा समानांतर वाइस भी शामिल होना चाहिए। एक क्लैंप फास्टनिंग चुनना बेहतर है, जो यदि आवश्यक हो, तो आपको टेबल से वाइस को जल्दी से हटाने और अधिक जगह खाली करने की अनुमति देगा (छवि 102)।
चावल। 102. वाइज़-क्लैम्प्स: 1 - जबड़े; 2 - हैंडल के साथ पेंच; 3 - संभाल.
हाथ में बदली जा सकने वाली डिस्क वाली ग्राइंडिंग मशीन रखना अच्छा है, जिसका उपयोग औजारों को तेज करने और वर्कपीस के किनारों को भरने के लिए किया जा सकता है। शीट एम्बॉसिंग के लिए, उत्पाद के लिए एक सब्सट्रेट तैयार करना आवश्यक है। इसके लिए राल का सबसे अधिक उपयोग किया जाता है। खाना पकाने और भराव डालने के लिए, साथ ही पिचिंग के लिए, विशेष उपकरणों का उपयोग किया जाता है: कंटेनर, राल को उबालने के लिए एक बंद सर्पिल के साथ एक टाइल, विभिन्न आकारों के स्क्रेपर्स और लकड़ी के बक्से जिसमें सब्सट्रेट रखा जाता है।
सब्सट्रेट से प्लेट की बाद की एनीलिंग के लिए, आपको उत्पाद को पकड़ने के लिए एक हीटिंग डिवाइस (ब्लोटोरच का उपयोग करना सबसे सुविधाजनक है), लोहार सरौता और दस्ताने की आवश्यकता होगी। रासायनिक प्रसंस्करण के लिए, आपको विशेष कंटेनरों और ट्रे के एक सेट के साथ-साथ अभिकर्मकों और सुरक्षात्मक रबर के दस्ताने के भंडारण के लिए बक्से की आवश्यकता होगी। प्रसंस्कृत प्लेटों को सुखाने का कार्य नमी को अच्छी तरह से अवशोषित करने वाली सामग्रियों से भरे लकड़ी के बक्सों में किया जाता है।
जिस मेज पर रासायनिक घोल तैयार किया जाता है उसके ऊपर एक हुड स्थापित किया जाना चाहिए, साथ ही हीटिंग डिवाइस के ऊपर भी।
प्रसंस्करण समाप्त करने के बाद, फ्लैट कॉइनिंग को बार-बार समतल करना पड़ता है। इस प्रयोजन के लिए, धातु, पत्थर या लकड़ी से बनी सपाट और चिकनी सतह वाली परीक्षण प्लेटों का उपयोग किया जाता है। कोई भी विशाल वस्तु जो आपको यह ऑपरेशन करने की अनुमति देती है वह भी काम करेगी।
चूंकि एम्बॉसिंग प्रक्रिया के दौरान उत्पाद कई चरणों से गुजरता है, इसलिए कार्यस्थल पर अनावश्यक उपकरण जमा नहीं होने चाहिए। एक साधारण अपार्टमेंट में, एक नियम के रूप में, तैयार उत्पाद के प्रसंस्करण पर संचालन के लिए कई और टेबल रखना संभव नहीं है, इसलिए टेबल की कामकाजी सतह को व्यवस्थित करना बेहतर है ताकि अनावश्यक वस्तुओं - जैसे कि एक वाइस, बक्से के लिए सब्सट्रेट, आदि - आसानी से दूर रखा जा सकता है। इसी कारण से, एक साथ कई उत्पादों पर काम करने की अनुशंसा नहीं की जाती है।
औजार
उच्च गुणवत्ता वाले एम्बॉसिंग कार्य को करने के लिए, विभिन्न आकृतियों और विभिन्न सामग्रियों से बने टकसालों, विशेष हथौड़ों और लोहार और धातु से संबंधित अन्य उपकरणों का उपयोग किया जाता है।
मिंट
यह मुख्य कार्य उपकरण है जिसके साथ सभी प्रसंस्करण किया जाता है। शिल्पकार पार्श्व कंपन को कम करने और प्रभाव ऊर्जा का सटीक वितरण सुनिश्चित करने के लिए विशेष आकार के हथौड़ों का उपयोग करते हैं। मध्य भाग में वे सिरों की तुलना में काफ़ी अधिक मोटे होते हैं। उनकी लंबाई 120-180 मिमी (चित्र 103) है।

चावल। 103. टकसाल: ए - कंकाल; बी - युद्ध का अंत; सी - कोर का अनुभाग।
कुछ विशेष कार्यों के लिए सिक्के लम्बे और घुमावदार आकार के हो सकते हैं।
सिक्के का फ्रेम (चित्र 103, ए) आमतौर पर अष्टकोणीय बनाया जाता है। इस फॉर्म के साथ, उपकरण को देखे बिना, एम्बॉसिंग के दौरान काम करने वाले हिस्से की स्थिति को हाथ से नियंत्रित किया जा सकता है। फ़्रेम मानव हाथ के मापदंडों के अनुसार बनाया गया है।
कॉम्बैट एंड (चित्र 103, बी) के अलग-अलग आकार और आकार हो सकते हैं, जो उपकरण के उद्देश्य और वर्कपीस के आकार से निर्धारित होते हैं। शिल्पकार मशीन पर काम करने वाले सिरे को स्वतंत्र रूप से गढ़कर या मोड़कर अष्टकोणीय या गोल छड़ से वांछित आकार का सिक्का बना सकता है। इसके बाद इसे नीला होने तक सख्त और तड़का लगाना चाहिए।
वारहेड के आकार और किए गए कार्य के प्रकार के आधार पर, सिक्के कई प्रकार के होते हैं। उनमें से, मुख्य समूह बाहर खड़ा है, जिसमें कन्फर्निक, उपभोग्य वस्तुएं, बोबोश्निक और लोशचटनिक (चित्र 104) शामिल हैं।

चावल। 104. सिक्कों के मुख्य प्रकार: ए - उपभोग्य वस्तुएं; बी - बोबोशनिक; सी - लोशचटनिकी; डी - डस्टर; डी - कन्फर्निक; ई - बूट; जी - घुंघराले सिक्के; ज - लोहा; और - ट्यूब.
उनकी मदद से, चित्र बनाने और राहत बनाने पर काम का मुख्य भाग किया जाता है।
कन्फर्निक
काम करने वाले हिस्से का आकार एक कुंद सिलाई सुई जैसा दिखता है (चित्र 104, ई)। कैनफर्निक का उपयोग धातु पर बिंदुओं को हटाने और एक उभरी हुई खुरदरी पृष्ठभूमि बनाने के लिए किया जाता है, जिसका उपयोग अक्सर रचनाओं में किया जाता है (चित्र 105)।

चावल। 105. कैनफर्निक का उपयोग करके पृष्ठभूमि बनाई गई।
इसके अलावा, इसकी मदद से पैटर्न को कागज से धातु में स्थानांतरित किया जाता है।
उपभोग्य
दूसरे तरीके से इन्हें बाईपास सिक्के भी कहा जाता है (चित्र 104, ए)। कॉम्बैट एंड का आकार एक नियमित पेचकश जैसा दिखता है। बेहतर स्लाइडिंग के लिए कामकाजी किनारे को थोड़ा कुंद बनाया गया है। इनका उपयोग ड्राइंग के समोच्च के साथ स्पष्ट ठोस रेखाएँ खींचने के लिए किया जाता है। व्यापक उपभोज्य से एक नरम रेखा बनती है।
वक्र और गोल रेखाएँ खींचने के लिए युद्ध की वक्रता की विभिन्न त्रिज्याओं वाले अर्धवृत्ताकार उपभोग्य सामग्रियों का उपयोग किया जाता है। यह जितना अधिक गोल होता है, सतह पर इसका पीछा करना उतना ही कठिन होता है। इस मामले में, आपको सावधान रहना होगा और एक ही स्ट्रोक में काम करना होगा ताकि अलग-अलग प्रिंट न मिलें।
अर्धवृत्ताकार और सीधी उपभोग्य वस्तुएं जोड़े में बनाई जाती हैं ताकि सीधी से घुमावदार की ओर जाने पर लाइन की अखंडता बाधित न हो।
टकसाल उपभोग्य सामग्रियों के समान होते हैं, लेकिन तेज धार वाले फ्लैट या अर्धवृत्ताकार ब्लेड के साथ, सेचकी कहलाते हैं। इनका उपयोग ओपनवर्क कार्य के दौरान शीटों को काटने और जटिल आकृतियों को काटने (छेनी के बजाय) के लिए किया जाता है।
बोबोश्निकी
यह उत्तल अंडाकार वारहेड वाले सिक्कों को दिया गया नाम है (चित्र 104, बी)। इस समूह का दूसरा नाम - ओब्ली मिंट्स (ओबलीज़्निकी) पुराने रूसी शब्द "ओबली" से आया है, यानी गोल। इनका उपयोग मुख्य रूप से राहत रचनाओं के उत्तल भागों को बनाने के लिए किया जाता है। काम करने वाले हिस्से का आकार अंडाकार होना जरूरी नहीं है, यह आयताकार भी हो सकता है, लेकिन गोल कोनों के साथ, ताकि राहत काटते समय सामग्री को नुकसान न पहुंचे।
लॉसचटनिकी
वे राहत का काम करने, पृष्ठभूमि को कम करने और अन्य कार्यों के बाद सामने की सतह को समतल करने का काम करते हैं (चित्र 104, सी)। मैट पृष्ठभूमि बनाने के लिए लड़ाई की सतह पूरी तरह से चिकनी या थोड़ी खुरदरापन के साथ हो सकती है।
यह सुनिश्चित करने के लिए कि एम्बॉस के कामकाजी हिस्से का कोई निशान उत्पाद की सतह पर न रहे, कोनों को थोड़ा गोल किया जाता है। पॉलिशर्स की मदद से आप जाली या ढले हुए उत्पाद की बनावट की नकल कर सकते हैं।
उच्च गुणवत्ता वाला उत्पाद प्राप्त करने के लिए, एक समूह के सिक्कों का उपयोग करते समय और एक समूह से दूसरे समूह में जाते समय एकरूपता बनाए रखना आवश्यक है। यदि गहरा पंच बनाना आवश्यक हो, तो पहले सबसे बड़े उपभोग्य सामग्रियों का उपयोग किया जाता है, और फिर, अधिक विस्तृत परिष्करण के लिए, छोटे का उपयोग किया जाता है, आदि।
सबसे पहले, उपचार उपभोग्य सामग्रियों से किया जाता है, फिर स्किमर्स से और अंत में सैंडर्स से। यह क्रम चित्र में दिखाया गया है। 106.

चावल। 106. एक सिक्के से दूसरे सिक्के में लगातार परिवर्तन।
मुख्य सिक्कों की तुलना में विशेष सिक्कों की कई अधिक किस्में हैं। वे उत्पाद की अंतिम फिनिशिंग करते हैं।
पुरोश्निकी
गोलाकार कामकाजी सतह वाले टकसालों को पुरोशनिक (पुरोशनिक) कहा जाता है (चित्र 104, डी)। इनका उपयोग छेद या अर्धवृत्ताकार राहत आकृतियों को छेदने के लिए किया जाता है। विभिन्न व्यासों के पंचरों का उपयोग विभिन्न ऊंचाइयों और आकारों के अवकाश बनाने के लिए किया जाता है।
crimping
क्रिम्प्स के लड़ाकू सिरे विभिन्न व्यास और गहराई के अवतल गोले हैं। इनका उपयोग डस्टर से खटखटाए गए गोले को इस्त्री करने के लिए किया जाता है। इस प्रयोजन के लिए, क्रिम्प को कई बड़े आकारों में लिया जाता है। इसके साथ काम करते समय, डेंट से बचने के लिए अपने हाथ से गोलाकार गति करें। क्रिम्पिंग या तो सीधा (गोलाकार इंडेंटेशन के साथ) या तिरछा (गोलार्ध के रूप में इंडेंटेशन के साथ) हो सकता है। उत्तरार्द्ध का उपयोग मुड़ी हुई रस्सी को उभारने के लिए किया जाता है।
गाड़ी की डिक्की
जब किसी उत्तल आकार के डिज़ाइन को उभारना या किसी राहत को कम करना (डिज़ाइन की रेखा से परे निकालना) आवश्यक होता है, तो एक तथाकथित बूट का उपयोग किया जाता है (चित्र 104, ई) - एक घुमावदार आकार का उभार। यह विशेष सिक्के का है। इसके साथ काम करने के लिए काफी अनुभव की आवश्यकता होती है।
लोहा
हर्षित नाम "आयरन" या "प्रेस" वाला एक और सिक्का उच्च राहत वाले उत्पादों के साथ काम करते समय एक डिजाइन की रूपरेखा (दबाने) के लिए उपयोग किया जाता है (चित्र 104, एच)।
घूंसे
यदि डिज़ाइन के छोटे समान भागों की एक बड़ी संख्या को ढालना आवश्यक हो तो फिगर्ड एम्बॉसिंग पंच (चित्र 104, जी) का उपयोग किया जाता है। उनकी कामकाजी सतह पर, जबकि यह अभी तक कठोर नहीं हुआ है, एक छोटा डिज़ाइन या सजावटी विवरण उकेरा गया है। तैयार पैटर्न को उत्पाद पर मजबूत एकल वार का उपयोग करके मुद्रित किया जाता है, समान रूप से सतह पर काम करने वाले हिस्से को दबाया जाता है। स्टफिंग के दौरान पंच को उन्मुख करना आसान बनाने के लिए, पैटर्न को स्ट्राइक की धुरी पर सख्ती से रखा जाता है।
चॉप
ओपनवर्क कार्य करते समय, चॉप्स का उपयोग किया जाता है - एक नुकीली कामकाजी सतह के साथ टकसाल। उन्हें अर्धवृत्ताकार में विभाजित किया गया है, जो आकार में (लेकिन तेज नहीं) एक चाकू जैसा दिखता है और घुमावदार रेखाओं को काटने के लिए उपयोग किया जाता है, और सीधी रेखाएं, उपभोग्य सामग्रियों की तरह अधिक होती हैं, जिनकी मदद से सीधी रेखाओं को काटा जाता है।
ट्यूबों
छोटे उत्तल गेंदों (दानेदार) के रूप में एक पैटर्न बनाने के लिए, ट्यूब टिकटों का उपयोग किया जाता है, जिसके स्ट्राइकर में अवतल गोलार्ध आकार होता है (चित्र 104, i)। अवकाश विभिन्न व्यास और गहराई के हो सकते हैं।
हुक और शाफ़्ट
इन घुमावदार सिक्कों का उपयोग त्रि-आयामी उत्पादों के साथ काम करते समय किया जाता है। उनके लड़ाकू सिरों को उपभोग्य सामग्रियों और क्विल्स के रूप में नहीं बनाया गया है, क्योंकि उनका उद्देश्य केवल सामान्य राहत पैदा करना है। शाफ़्ट के विपरीत, हुक में दो काम करने वाले सिरे होते हैं, जिनमें से एक नुकीला होता है और डिज़ाइन के छोटे विवरणों के लिए उपयोग किया जाता है, और दूसरा कुछ हद तक गोल होता है।
इन उपकरणों के आयाम संसाधित किए जा रहे वर्कपीस पर निर्भर करते हैं। हालाँकि, उन्हें 16 मिमी से बड़े क्रॉस-सेक्शन वाले स्टील से बनाने की अनुशंसा नहीं की जाती है, क्योंकि जब हथौड़े से मारा जाता है, तो हुक और शाफ़्ट को अच्छी तरह से कंपन करना चाहिए।
उपरोक्त उपकरणों के आकार के बारे में कुछ शब्द। आभूषण के काम के लिए, छोटे (3-4 मिमी व्यास वाले) सिक्कों का उपयोग किया जाता है, मध्यम आकार के काम के लिए - लगभग 6-8 मिमी व्यास या अधिक का। बड़ी रचनाओं के लिए, कभी-कभी लकड़ी के चेज़ का उपयोग किया जाता है, जिन्हें छेनी की तरह मुट्ठी में रखा जाता है (चित्र 107)।

चावल। 107. लकड़ी का उभार।
आप सिक्कों को या तो विशेष रूप से इस उद्देश्य के लिए बनाए गए बक्सों में या एक लंबे गिलास में रख सकते हैं, लेकिन इस मामले में काम करने वाली सतह ऊपर की ओर होनी चाहिए। अन्यथा, सही उपकरण ढूंढना मुश्किल होगा।
हथौड़ा
हथौड़ों का आकार सामान्य हथौड़ों से काफी भिन्न होता है। ऐसे हथौड़ों के सिर में दो स्ट्राइकर होते हैं: एक तरफ यह सपाट या थोड़ा घुमावदार और बहुत चौड़ा होता है, दूसरी तरफ यह गोल होता है (चित्र 108)।

चावल। 108. उभारने के लिए हथौड़ा।
चौड़े हिस्से से प्रभाव के क्षण में, सारी ऊर्जा और ध्यान सिक्के की कामकाजी सतह पर केंद्रित होता है। दूसरा स्ट्राइकर फ्लशर के रूप में काम कर सकता है।
काम करने के लिए, एक सिक्का बनाने वाले के पास कम से कम तीन हथौड़े होने चाहिए: 100, 150-200 और 400 ग्राम।
हथौड़े का हैंडल भी एक विशेष आकार का होता है, जो कठोर लकड़ी से बना होता है। गर्दन क्षेत्र में क्रॉस-सेक्शन गोलाकार है, और जैसे-जैसे यह अंत तक पहुंचता है यह आसानी से अण्डाकार हो जाता है। हथौड़े के आयामों को चुना जाता है ताकि हैंडल काम में हस्तक्षेप न करे, लेकिन झटका काफी मजबूत हो। सिर को हैंडल पर रखा गया है ताकि यह काम की सतह से 90° के कोण पर हो (चित्र 109)।

चावल। 109. हथौड़े के हैंडल की स्थिति।
नरम धातुओं के साथ काम करने के लिए, ओक या बर्च जैसी टिकाऊ प्रकार की लकड़ी से बने लकड़ी के हथौड़ों का उपयोग किया जाता है (चित्र 110)।

चावल। 110. लकड़ी के हथौड़े.
उनकी सहायता से नरम रेखाएँ खींची जाती हैं, क्योंकि ऐसे हथौड़े का प्रभाव बल बहुत कम होता है।
अन्य उपकरण
रिक्त स्थान और एम्बॉसिंग के साथ काम के विभिन्न चरणों में, अन्य धातु कार्य उपकरणों की आवश्यकता होगी। उनमें से, उन लोगों का विशेष उल्लेख किया जाना चाहिए जिनके साथ छवि को कागज से धातु में स्थानांतरित किया जाता है: एक केंद्र पंच, एक धातु कम्पास, एक शासक, आदि। आपको धातु कैंची, फाइलें, सुई फाइलें, रास्प्स आदि की भी आवश्यकता होगी। एनीलिंग टिक्स के दौरान सिक्के को ढलाई से अलग करने के लिए फोर्जिंग टूल का उपयोग किया जाता है। यदि आपके पास ये उपलब्ध नहीं हैं, तो आप प्लायर का उपयोग कर सकते हैं।
सामग्री
एम्बॉसिंग कार्य के लिए शीट मेटल का उपयोग किया जाता है, जिसकी मोटाई सामग्री और राहत की ऊंचाई पर निर्भर करती है। सबसे अधिक इस्तेमाल की जाने वाली धातु 1 मिमी तक मोटी होती है।
ढलाई के लिए किसी धातु की उपयुक्तता निर्धारित करने वाला मुख्य गुण उसकी लचीलापन है। तांबे और इसकी मिश्रधातुओं और एल्युमीनियम में यह गुण होता है। इनका उपयोग अक्सर उच्च-राहत वाले सिक्के बनाने के लिए किया जाता है।
लाल तांबा
यह धातु अपनी उच्च लचीलापन के कारण कारीगरों और शौकीनों के बीच अत्यधिक मूल्यवान है। एनीलिंग के बाद, यह आसानी से अपना आकार पुनः प्राप्त कर लेता है। तांबे का उपयोग आसानी से पतली (0.05 मिमी से अधिक नहीं) पन्नी बनाने के लिए किया जा सकता है। मोटी पन्नी से ढलाई करते समय, उच्च राहत प्राप्त की जा सकती है।
तांबे को अच्छी तरह से पॉलिश और पीसा जा सकता है और यह संक्षारण के प्रति अत्यधिक प्रतिरोधी है। तांबे के उत्पादों को रासायनिक घोल से संसाधित करने से आप विभिन्न रंगों के रंग प्राप्त कर सकते हैं।
लाल तांबे का नुकसान खुली हवा में खराब तीखापन और तेजी से ऑक्सीकरण है, जिसके परिणामस्वरूप उत्पादों की मूल चमक बरकरार नहीं रह पाती है।
पीतल
तांबे और जस्ता का यह मिश्र धातु प्राचीन काल में ही ज्ञात था। यह तांबे, कट और पॉलिश से बेहतर है, और निकल, चांदी और सोने के साथ अच्छी तरह से लेपित है। पीतल लचीलेपन में तांबे से कमतर है, लेकिन कठोरता अधिक है।
ढलाई के लिए उच्च तांबे की मात्रा (एल62, एल68, एल80) वाले पीतल के ग्रेड लेना बेहतर है। ऐसी मिश्रधातुओं को टोम्बैक कहा जाता है। वे बेहतर सपाट राहत रचनाएँ तैयार करते हैं।
ढलाई प्रक्रिया के दौरान वर्क हार्डनिंग बनने से शीट की ताकत बढ़ जाती है और लचीलापन कम हो जाता है। इसे हटाने के लिए पीतल को 600-700 डिग्री सेल्सियस के तापमान तक गर्म किया जाता है।
ठंडे और नम स्थान पर लंबे समय तक भंडारण से दरारें दिखाई दे सकती हैं। इससे बचने के लिए, 200-300 डिग्री सेल्सियस के तापमान पर दीर्घकालिक कैल्सीनेशन किया जाता है।
अल्युमीनियम
यह शुरुआती एम्बॉसर्स के लिए बहुत अच्छा है। एल्युमीनियम फ़ॉइल लंबे समय तक उच्च लचीलापन बनाए रखता है और उसे गर्मी उपचार की आवश्यकता नहीं होती है। यह सामग्री आपको गलतियों को सुधारते हुए एक आभूषण पर लंबे समय तक काम करने की अनुमति देती है।
2% तक की अशुद्धता सामग्री वाले एल्युमीनियम को आसानी से ढाला जा सकता है। बड़ी मात्रा में अशुद्धियों वाले टिकट कम प्लास्टिक वाले होते हैं, इसलिए उन्हें कम राहत वाले सिक्कों के लिए या समोच्च और ओपनवर्क छिद्रित कार्य के लिए उपयोग करने की अनुशंसा की जाती है।
निकल मिश्र धातु
इन मिश्र धातुओं में कप्रोनिकेल और निकल सिल्वर का सबसे अधिक उपयोग किया जाता है। उनमें तांबे की मात्रा काफी अधिक (क्रमशः 81% और 65%) होती है, इसलिए उनमें अच्छी लचीलापन होती है।
जब सोडियम हाइपोसल्फेट और लेड एसिटिक एसिड के घोल से उपचारित किया जाता है, तो विभिन्न रंग प्राप्त होते हैं। सतह को अत्यधिक पॉलिश किया गया है और इसमें कई विशेषताएं हैं जिनका उपयोग पेंटिंग के साथ संयोजन में लाभप्रद रूप से किया जा सकता है।
काली धातुएँ
ढलाई के लिए, कम कार्बन सामग्री वाले प्री-एनील्ड और पिकल्ड स्टील का उपयोग किया जाता है - डिकॉपियर, साथ ही एनीलिंग से पहले और बाद में पिकल्ड स्टील - डबल डिकॉपियर।
तांबे की तुलना में, यह उतना नरम नहीं होता है और ढलाई प्रक्रिया के दौरान जल्दी से कठोर हो जाता है। इसे 700-760 डिग्री सेल्सियस के तापमान पर एनील्ड किया जाता है।
डिकॉपियर से छोटी सजावटी वस्तुएं बनाई जाती हैं; उच्च राहत केवल काफी बड़ी वस्तुओं पर ही अंकित की जाती है। परिष्करण और बनावट लागू करते समय, सामग्री विशेष सुंदरता प्राप्त करती है।
छत और स्टेनलेस स्टील
शीट, या छत, स्टील का उपयोग साधारण सजावटी वस्तुओं को उभारने के लिए किया जा सकता है। यह आपको पृष्ठभूमि को कम करने और बनावट लागू करने के साथ समोच्च उभारने की अनुमति देता है। प्राचीन रूस के उस्तादों ने इस सामग्री से छिद्रित पृष्ठभूमि के साथ ओपनवर्क एम्बॉसिंग बनाई।
स्टेनलेस स्टील (क्रोमियम-निकल) का उपयोग अक्सर बड़े सजावटी उत्पाद बनाने के लिए किया जाता है। सिक्के बनाने की बड़ी कठिनाई के कारण, छोटे कार्यों को बनाते समय इसका व्यावहारिक रूप से उपयोग नहीं किया जाता है।
अतीत में सुंदर सिक्के बनाने के लिए अक्सर कीमती धातुओं - सोना, चांदी आदि का उपयोग किया जाता था। आजकल इस कला को इतना अधिक महत्व नहीं दिया जाता है। सोने के लिए अधिकांश सिक्के उसके रंग के समान पीतल पर बनाए जाते हैं; चांदी का स्थान कप्रोनिकेल और इसी तरह के निकल मिश्र धातुओं द्वारा लिया जाता है। कीमती धातुओं का उपयोग मुख्य रूप से छोटे आभूषण बनाने के लिए किया जाता है।
सिक्का निर्माण प्राचीन काल से ही जाना जाता है। विभिन्न घरेलू बर्तनों, हथियारों और कवच को इस तरह से सजाया गया था। प्राचीन काल से, कई लोगों ने सिक्के ढाले और विभिन्न आभूषण बनाए।
धातु पीछा करके प्राप्त कलात्मक उत्पाद विभिन्न प्रकार के हो सकते हैं - द्वि-आयामी, सजावटी और यहां तक कि त्रि-आयामी त्रि-आयामी वस्तुएं।
कई शैलियों के इंटीरियर में कलात्मक एम्बॉसिंग बहुत दिलचस्प लगती है, और यह कोई संयोग नहीं है कि ऐसे कई शिल्पकार हैं जो अपने हाथों से एम्बॉसिंग बनाने में रुचि रखते हैं, साथ ही कला कार्यशालाएँ भी हैं जहाँ आप धातु एम्बॉसिंग खरीद सकते हैं, या जहाँ आवश्यक हो उत्पाद आपके ऑर्डर पर बनाया जाएगा।
कलात्मक उभार के कई क्षेत्र हैं, जिनमें धातु उभार सबसे जटिल प्रकार है, क्योंकि उत्पाद की राहत सीधे उस पर काम करते समय बनाई जाती है, न कि पूर्व-तैयार रूप में, उदाहरण के लिए, उभार के मामले में कास्टिंग द्वारा.
सिक्कों के प्रकार
धातु उभार को, हालाँकि, बहुत सशर्त रूप से, दो प्रकारों में विभाजित किया जा सकता है। यह बड़ा या चपटा हो सकता है। उत्तरार्द्ध के अपने उपप्रकार भी हैं, जो विनिर्माण तकनीक और तैयार उत्पाद की बनावट में भिन्न हैं।उदाहरण के लिए, प्लेनर एम्बॉसिंग का एक दिलचस्प प्रकार ओपनवर्क एम्बॉसिंग है, जिसमें ओपनवर्क लेस आभूषण का आभास होता है।
 |
पृष्ठभूमि को विशेष धारदार छेनी (कट) से काटा जाता है, और बाद में तैयार लाइनों के साथ कटाई की जाती है। इसके बाद फायरिंग आती है, जिसे अत्यधिक सावधानी से किया जाना चाहिए, क्योंकि पतले विभाजन आसानी से पिघल सकते हैं।
आमतौर पर, इस प्रकार के सिक्के का आधार मात्रा के साथ तैयार उत्पाद होता है।
एक अन्य उपप्रकार, राहत को बाहर निकाले बिना, धातु की शीट पर किया जाने वाला तलीय उभार है। इस प्रकार के सिक्के को समोच्च कहा जाता है। यह उत्कीर्णन के समान है, लेकिन इसके विपरीत, समोच्च पीछा करने का पैटर्न उभरा हुआ है, और उत्तल या अवतल हो सकता है।
अपने हाथों से, घर पर, आप पतली धातु के बर्तनों पर, या, उदाहरण के लिए, चाय के डिब्बे पर इस प्रकार की नक्काशी करने का प्रयास कर सकते हैं।
सामग्री और उपकरण
बेशक, न केवल कोई भी सामग्री उभारने के लिए उपयुक्त है, बल्कि आपको विशेष उपकरणों की भी आवश्यकता होगी। इसका संक्षिप्त विवरण नीचे दिया गया है।औजार
धातु उत्पादों की ढलाई पर सारा काम मुख्य उपकरण - ढलाई का उपयोग करके किया जाता है।
सिक्के जालीदार अष्टकोणीय या, कभी-कभी, गोल छड़ों वाले, लगभग 15 सेंटीमीटर लंबे, पतले किनारों वाले होते हैं।
इस यंत्र के कई प्रकार हैं.
कन्फर्निक- नुकीले सिरे वाला एक सिक्का है, जो कुंद सुई के आकार में बना है।
सिक्कों को बायपास करें(उपभोग्य वस्तुएँ) - या तो सीधे या विभिन्न वक्रता त्रिज्या के साथ हो सकते हैं।
चॉप- तेज़ धार वाली छेनी, कुछ-कुछ सामान्य छेनी की याद दिलाती है। इनमें चपटा या अर्धवृत्ताकार ब्लेड भी हो सकता है।
लॉसचटनिकी- पृष्ठभूमि को समतल करने (ग्लेज़िंग) के लिए सपाट आकार के सिक्कों का एक बड़ा समूह। नरम निशान प्राप्त करने के लिए वे या तो चिकने या खुरदरे हो सकते हैं।
बेशक, काम के लिए अन्य सहायक उपकरणों और उपकरणों की आवश्यकता होगी: दूध, सब्सट्रेट, विभिन्न नलसाजी उपकरण, पीसने के लिए उपकरण, और इसी तरह। वैसे, सिक्कों के अन्य प्रकार भी हैं; हमने उनमें से केवल सबसे व्यापक रूप से उपयोग किए जाने वाले सिक्कों का उल्लेख किया है।
एक लेख में मेटल एम्बॉसिंग की सभी पेचीदगियों के बारे में बात करना असंभव है, लेकिन सौभाग्य से जो लोग इस विषय में रुचि रखते हैं, उनके लिए एम्बॉसिंग पर किताबें ऑनलाइन ढूंढना मुश्किल नहीं होगा।
सामग्री
ताँबा
लाल तांबा ढलाई के लिए सबसे सुविधाजनक है, क्योंकि यह आसानी से आवश्यक आकार ले लेता है और पर्याप्त रूप से बड़ी राहत ऊंचाई प्रदान करने में सक्षम है। यही कारण है कि तांबे का सिक्का सबसे आम है।
यह तांबे की एक और संपत्ति पर ध्यान देने योग्य है, अर्थात् लुढ़काने पर इसकी कोमलता और लोच, जो आधे मिलीमीटर से कम मोटी तांबे की चादरें बनाना संभव बनाती है।
 |
पीतल
ढलाई के लिए भी एक अच्छी धातु है। तांबे और जस्ता का मिश्र धातु होने के कारण, पीतल इन सामग्रियों के कुछ गुणों को प्राप्त कर लेता है। तांबे की तरह, पीतल ढलाई और अन्य प्रकार के प्रसंस्करण, जैसे काटने, मुद्रांकन, रोलिंग इत्यादि में अच्छी तरह से काम करता है। उत्कृष्ट मशीन प्रसंस्करण.
यह मिश्र धातु की बाहरी विशेषताओं, अर्थात् सुंदर सुनहरे रंग, पर भी ध्यान देने योग्य है।
धातु को आसानी से पॉलिश किया जा सकता है और यह लंबे समय तक अपनी अच्छी उपस्थिति बनाए रख सकता है।
अल्युमीनियम
कलात्मक धातु उभार के लिए उपयोग की जाने वाली एक अन्य सामग्री। इसमें अच्छी प्लास्टिसिटी है और इसे ताप उपचार की आवश्यकता नहीं है।
एल्युमीनियम फ़ॉइल को ढालना आसान है, गहरी ड्राइंग की अनुमति देता है और काम के दौरान की गई त्रुटियों को ठीक करने की क्षमता देता है, लेकिन इसे एनीलिंग करते समय आपको सतर्क रहना चाहिए, क्योंकि एल्युमीनियम का गलनांक काफी कम होता है।
छत का लोहा
घर पर सरल उत्पाद बनाने के लिए, कुछ कारीगर शीट छत वाले लोहे का उपयोग करते हैं, जो आपको गहरी ड्राइंग के बिना सरल कलात्मक पैटर्न बनाने की अनुमति देता है।
स्टेनलेस स्टील
इसका उपयोग बहुत ही कम किया जाता है, यह काफी बड़ी सजावटी वस्तुओं के निर्माण के लिए अधिक उपयुक्त है, और ढलाई के लिए बहुत उपयुक्त नहीं है, क्योंकि धातु में बहुत ताकत और कठोरता होती है।
निकल मिश्र धातु
तांबे के उच्च प्रतिशत वाले निकेल मिश्र धातुओं का उपयोग ढलाई के लिए भी किया जाता है। उनमें से सबसे आम निकल चांदी और कप्रोनिकेल हैं।
ये मिश्र धातुएं काफी प्लास्टिक हैं और आसानी से वांछित आकार ले लेती हैं, और अच्छी तरह से पॉलिश भी की जाती हैं।
उत्पादन की तकनीक
काम शुरू करने के लिए, आपको कागज पर भविष्य के सिक्के का एक आदमकद रेखाचित्र बनाना होगा। ड्राइंग में कोई छाया नहीं होनी चाहिए, बल्कि केवल मुख्य रेखाएँ होनी चाहिए। बाद में, प्रत्येक तरफ 3-4 सेंटीमीटर के भत्ते के साथ, शीट धातु से एक रिक्त स्थान बनाया जाता है।फिर वर्कपीस सीधा करने के चरण से गुजरता है। पीसने की प्रक्रिया को सुविधाजनक बनाने के लिए किनारों को मोड़ा जाता है।
पीसना तैयारी की एक क्लासिक विधि है, लेकिन सरलीकृत प्रक्रियाओं में इसे आमतौर पर नहीं किया जाता है, और हम इस लेख में इस पर विचार नहीं करेंगे।
इसके बाद, वर्कपीस पर एक स्केच लगाया जाता है, जिसके बाद कैनफर्निक का उपयोग करके बिंदीदार पैटर्न को वर्कपीस में स्थानांतरित किया जाता है।
यह याद रखने योग्य है कि, चूँकि एम्बॉसिंग पर बहुत तेज़ झटका लगने से शीट में छेद हो जाएगा, और इसलिए सारा काम नाली में चला जाएगा, वर्कपीस को सावधानी से ढाला जाना चाहिए। सावधान रहें और इसे ज़्यादा न करें।
फिर, "कैनफ़र" पैटर्न को उपभोग्य सामग्रियों के साथ रेखांकित किया जाता है, जिन्हें आवश्यक लाइन कॉन्फ़िगरेशन के आधार पर चुना जाता है।
जब पैटर्न स्थानांतरित किया जाता है, तो पृष्ठभूमि को नीचे करना और इसे पैटर्न के चारों ओर संरेखित करना आवश्यक है। इस प्रयोजन के लिए धावकों का उपयोग किया जाता है।
पॉलिशिंग प्रक्रिया उभरे हुए डिज़ाइन को स्पष्ट और अधिक अभिव्यंजक बनाती है, और उभार को जलाने से यह अधिक टिकाऊ हो जाता है।
इसके बाद उत्पाद को एनील्ड कर दिया जाता है।
ऐसा करने के लिए, उत्पाद को गैस या गैसोलीन बर्नर की लौ का उपयोग करके थोड़ा गर्म किया जाता है और राल से हटा दिया जाता है।
फिर सिक्के को लाल-गर्म अवस्था (लाल ताप) तक गर्म किया जाता है और ठंडा किया जाता है।
सिक्के की ढलाई और शीतलन प्रक्रिया इसके निर्माण के लिए उपयोग की जाने वाली सामग्री पर निर्भर करती है। इस प्रकार, कुछ सामग्रियों को तेजी से ठंडा करने की आवश्यकता होती है, जबकि अन्य धातुओं को धीरे-धीरे ठंडा करने की आवश्यकता होती है।
उदाहरण के लिए, तांबा, निकल और/या उनके मिश्र धातुओं को तीव्र शीतलन की आवश्यकता होती है, जिससे इन धातुओं के प्लास्टिक गुणों में वृद्धि होती है, लेकिन एल्यूमीनियम या इसके मिश्र धातुओं को 350 डिग्री सेल्सियस से अधिक नहीं के तापमान पर एनील्ड किया जाता है और भट्टी से निकाले बिना धीरे-धीरे ठंडा किया जाता है।
पहली एनीलिंग के बाद, उभरे हुए उभार की सतह को ऊपर उठाया जाता है, जिसे तथाकथित "छिद्रण" कहा जाता है। सभी प्रकार के नरम सब्सट्रेट्स (रेत का एक बैग, रबर या महसूस की गई चटाई, आदि) का उपयोग करके, उत्पाद के पीछे की तरफ से राहत तैयार की जाती है।
साथ ही चरण दर चरण उत्पाद की पृष्ठभूमि को फ़्लैटनर्स की सहायता से समतल किया जाता है।
फिर वर्कपीस को फिर से एनील्ड किया जाता है और राल के साथ समाप्त किया जाता है।
एम्बॉसिंग तैयार है! जो कुछ बचा है वह राल से तैयार उत्पाद को निकालना है, इसे खोदना है, और इसे संसाधित करना है, यदि वांछित है, किसी भी तरह से आपके लिए उपलब्ध है - गैल्वेनिकली, यंत्रवत् या रासायनिक रूप से।
धातु पीछा करना एक प्रकार की सजावटी और व्यावहारिक कला और एक प्रकार का ठंडा धातु प्रसंस्करण है। यह एक विशेष उपकरण और निष्पादन तकनीकों का उपयोग करके धातु की शीट पर एक फ्लैट या त्रि-आयामी पैटर्न लागू करने की प्रक्रिया है। मूलतः यह एक प्रक्रिया है। दोनों किस्मों का उपयोग सार्वजनिक और निजी घरों, चित्रों, हथियारों, रसोई के बर्तनों, रोजमर्रा की वस्तुओं और कीमती धातुओं से बनी वस्तुओं के अग्रभाग और अंदरूनी हिस्सों को सजाने के लिए किया जाता है। मेटल एम्बॉसिंग का उपयोग डिजाइनरों और बिल्डरों द्वारा अपने काम में व्यापक रूप से किया जाता है। आजकल, यह एक लोकप्रिय प्रकार का कलात्मक उत्पाद है, जो मांग में है और अपनी विविधता से आश्चर्यचकित करता है। कलाकार से उच्चतम कौशल की आवश्यकता होती है। यदि आप शिल्प कौशल के प्रकार, निर्माण की बारीकियों, प्रयुक्त सामग्री को जानते हैं और अपनी खुद की शैली विकसित करते हैं, तो अपने हाथों से एम्बॉसिंग करना मुश्किल नहीं है।
एम्बॉसिंग तकनीक का सार एम्बॉसिंग टूल पर हथौड़े का प्रभाव है। धातु पर उसके प्रकार के अनुरूप छाप बनी रहती है। कई प्रहार करने से, एक राहत प्राप्त होती है जो स्केच से मेल खाती है। कार्य प्रक्रिया के दौरान एम्बॉसर द्वारा उपयोग किए जाने वाले उपकरणों के आधार पर डिज़ाइन का आकार बड़ी अभिव्यक्ति और सटीकता के साथ व्यक्त किया जाता है। वहीं, काम की गुणवत्ता उसकी योग्यता और कौशल पर निर्भर करती है। प्रत्येक गुरु की अपनी कार्यशैली होती है। अलौह और लौह धातुओं पर धातु की मोहर लगाना प्रकार और तकनीक में भिन्न होता है।
धातु उभार के प्रकार
निम्नलिखित प्रकार के सिक्के प्रतिष्ठित हैं:
- उभरा हुआ;
- सपाट-राहत;
- समोच्च;
- वॉल्यूमेट्रिक;
- ओपनवर्क;
- सजावटी और बनावट;
- कास्टिंग पर.
प्रयुक्त सामग्री एवं उपकरण
जिस धातु पर ढालने की योजना है, उसमें कठोरता, लचीलापन, बिना टूटे बल के प्रभाव में आकार बदलने की क्षमता होनी चाहिए और पॉलिश होनी चाहिए। इसमें शीट शामिल हैं:
- ताँबा;
- एल्यूमीनियम;
- पीतल;
- कप्रोनिकेल;
- निकेल चांदी;
- छत के लिए लोहा;
- कम कार्बन और नरम स्टेनलेस स्टील (डेकापिरा);
- सोना;
- चाँदी;
- पन्नी.
एम्बॉसिंग के लिए सामग्री की मोटाई अलग-अलग होती है; यह 0.5 से 3 मिमी तक व्यापक रूप से भिन्न होती है और उपयोग की जाने वाली धातु के प्रकार पर निर्भर करती है।
एम्बॉसर्स और DIY उत्साही लोगों द्वारा उपयोग किए जाने वाले उपकरण विशेष आकार के हथौड़े, हथौड़े और स्क्रिबर्स हैं।
कार्य में विभिन्न व्यासों के 12÷15 सेमी व्यास वाले मिश्र धातु उपकरण स्टील ग्रेड यू7 या यू8 से बने सिक्कों का उपयोग किया जाता है:
- उत्तल गोलाकार छाप (ट्यूब);
- लगातार चलने वाले बिंदुओं (बाईपास या उपभोग्य सामग्रियों) के रूप में एक ठोस रेखा;
- भविष्य के डिजाइन की रूपरेखा और पृष्ठभूमि को बिंदुओं (कनफर्निक्स या क्रशर) के साथ खत्म करना;
- पृष्ठभूमि को समतल करना (खुरदरी या चिकनी सतह वाले पैटर्न);
- पृष्ठभूमि में कटौती (विभिन्न प्रकार के ब्लेड के साथ कटौती: अर्धवृत्ताकार, सपाट);
- अंदर से बाहर तक घूंसे (पुरोशनिकी);
- छाप (घुंघराले)।
प्रत्येक एम्बॉसर के पास अपना स्वयं का उपकरण होना चाहिए; आप इसे स्वयं बना सकते हैं। ऐसा करने के लिए, आपको एक निश्चित व्यास की स्टील की छड़ खरीदनी होगी और एक सिक्का बनाना होगा। रॉड को आकार देने से पहले, इसे चमकीले लाल रंग तक गर्म किया जाना चाहिए, ठंडा किया जाना चाहिए, और इन चरणों के बाद ही उपकरण बनाना शुरू करें। उत्पादन के बाद, सिक्के को सख्त किया जाना चाहिए। घर पर, यह ऑपरेशन ब्लोटरच का उपयोग करके किया जा सकता है। फिर से लाल होने तक गर्म करें और धीरे-धीरे ठंडा होने के लिए मशीन के तेल में रखें।
कभी-कभी वे लकड़ी से बने हथौड़ों का उपयोग करते हैं, इसलिए ऐसे उपकरण पर प्रहार करने के लिए आपको लकड़ी के हथौड़े की आवश्यकता होगी जिसे मैलेट कहा जाता है।
सिक्के गढ़ने के लिए हथौड़ों में एक विशेष हथौड़े का आकार, हैंडल और एक निश्चित वजन होना चाहिए। घटकों की कार्यशील सतह को पॉलिश किया जाता है। हैंडल लकड़ी से बना होता है, हमेशा गैर-स्तरित प्रजातियों से, और गोल सिरों के साथ घुमावदार होना चाहिए। वजन पीछा करने वाले की ताकत के अनुरूप होना चाहिए। यह आपको उपकरण को आराम से अपने हाथ में रखने और आवश्यक बल के साथ टैप करने और प्रहार करने की अनुमति देता है।
भविष्य के सिक्के के डिज़ाइन को धातु पर स्थानांतरित करने के लिए एक स्क्राइबर आवश्यक है। इसके अलावा, आपको प्लंबिंग टूल्स जैसे रैस्प्स, सुई फाइलें, फाइलें, जिग्स, प्लेयर्स और पंच की आवश्यकता हो सकती है। कई अन्य उपकरणों का उपयोग किया जाता है: राल पकाने के लिए व्यंजन, टिंटिंग के लिए स्नान, टूल स्टैंड, एक वाइस, एक एमरी व्हील, सैंडिंग और कॉपी पेपर, और प्लास्टिसिन।
काम करते समय, आपको सहायक उपकरणों की आवश्यकता होगी, जैसे सब्सट्रेट और विभिन्न घनत्व के बैग, साथ ही उपभोग्य सामग्रियों का उपयोग उत्पाद को सुरक्षात्मक गुण देने, इसे मजबूत करने और सजाने के लिए किया जाता है, और यदि आवश्यक हो, तो आपको अपने काम को खूबसूरती से डिजाइन करने की अनुमति मिलती है। .
बर्च या लिंडेन से बने लकड़ी के भांग, फेल्ट, रबर या प्लास्टिसिन मैट और सीसे के स्लैब का उपयोग सब्सट्रेट के रूप में किया जाता है।
ढलाई के मुख्य चरण
इस तकनीक में कार्य निम्नलिखित क्रम में किया जाता है:
- ड्राइंग का एक स्केच बनाएं;
- चित्र के आकार के अनुरूप चयनित धातु से एक प्लेट काट लें, अतिरिक्त भत्ते के साथ (काम के अंत में बन्धन और फ्रेमिंग के लिए);
- यदि आवश्यक हो, तो वर्कपीस को निकाल दिया जाता है और समतल कर दिया जाता है;
- एक घटते ऑपरेशन को निष्पादित करें;
- एक तरफ गौचे या सफेद पेंट से ढक दें;
- कार्बन पेपर और एक स्क्राइबर का उपयोग करके स्केच को वर्कपीस में स्थानांतरित करें;
- नाइट्रो वार्निश के साथ लेपित (वैकल्पिक);
- उचित प्रकार के सिक्कों के साथ सभी आकृतियों और रेखाओं पर काम करें, सिक्के की स्थिति और उस हिस्से को नियंत्रित करें जहां ढलाई की जाती है;
- सजावटी परिष्करण करें.
सिक्के की स्थिति पर विशेष ध्यान दिया जाता है। इसे थोड़ा पीछे झुकाया जाना चाहिए, बाएं हाथ में उंगलियों के बीच रखा जाना चाहिए ताकि छोटी उंगली शामिल न हो। कोहनी किसी चीज़ पर टिकी नहीं है, लटकी हुई है। यह उपकरण का अच्छा हेरफेर सुनिश्चित करता है। हथौड़े का वार आगे बढ़कर किया जाता है, जबकि इसे दाहिने हाथ में पकड़ा जाता है।
डू-इट-खुद कलात्मक उभार
डू-इट-खुद एम्बॉसिंग किसी भी इंटीरियर को सजाएगा, यह दोस्तों और सहकर्मियों के लिए एक अच्छा उपहार है, और यहां तक कि एक लाभदायक व्यवसाय भी बन सकता है। और आपको एक कलाकार होने की ज़रूरत नहीं है। आजकल आप इंटरनेट पर कई चित्र पा सकते हैं। अपना खुद का स्वाद, कल्पनाशीलता जोड़कर और एम्बॉसिंग की बुनियादी बातों में महारत हासिल करके, आप अद्वितीय उत्कृष्ट कृतियाँ बना सकते हैं।
शुरुआती लोगों के लिए, पहले एक साधारण पैटर्न के साथ उभारने की सिफारिश की जाती है। इस तरह से आप सीख सकते हैं कि एक ड्राइंग को एक प्लेट पर कैसे स्थानांतरित किया जाए, एक उपभोग्य वस्तु के साथ एक छवि की रूपरेखा का पता लगाया जाए, एक रजाई के साथ पृष्ठभूमि को कम किया जाए, पाउडर ब्रश के साथ वॉल्यूम बनाया जाए, और कपूर के साथ पृष्ठभूमि को ट्रिम किया जाए। और सभी उपकरणों को क्रियान्वित करने और सकारात्मक परिणाम प्राप्त करने के बाद ही, आप किसी भी जटिलता के अपने काम को सजाना शुरू कर सकते हैं। डिज़ाइन केवल सही उपकरण के साथ ही तैयार किया जाता है, इसलिए आपको इसे खरीदने या इसे स्वयं बनाने की आवश्यकता है, साथ ही सही सहायक उपकरण और निष्पादन तकनीक भी चुननी होगी। लेकिन अपने कार्यस्थल को व्यवस्थित करने के बारे में मत भूलना। यह आरामदायक और अच्छी रोशनी वाला होना चाहिए।
तांबे के सिक्के की विशेषताएं
तांबे की चादरें कलात्मक उभार बनाने के लिए एक आदर्श सामग्री हैं। सामग्री अच्छी तरह फैली हुई है, छवि त्रि-आयामी है। डिज़ाइन को लागू करने से पहले, लोच में सुधार के लिए तांबे की शीट को लाल रंग में गर्म किया जाना चाहिए। तांबे के साथ-साथ अन्य धातु या पन्नी पर एम्बॉसिंग, स्केच को स्थानांतरित करने से शुरू होती है। ऐसा करने के लिए आपको कार्बन पेपर और एक स्क्राइबर की आवश्यकता होगी। अगले चरण में, एक तैलीय सतह बनाने की सिफारिश की जाती है। इससे टूल को स्लाइड करने में मदद मिलेगी. ऑपरेशन के लिए आपको प्लास्टिसिन की आवश्यकता होगी।
तांबे का सिक्का समोच्च रेखाओं के साथ सामने की ओर से रिक्त स्थान को संसाधित करने से शुरू होता है। उपयुक्त एम्बॉसिंग ऑपरेशन का उपयोग करके अतिरिक्त लाइनें लगाने के बाद पर्ल कंटूर को बढ़ाया जाता है। इसके बाद, वे मुख्य वॉल्यूम को खींचना और समायोजित करना शुरू करते हैं, इसे बाहर खींचते हैं या कम करते हैं। सिक्के का अंतिम स्वरूप टिंटिंग, पेटिनेशन या ऑक्सीकरण द्वारा दिया जा सकता है। ये ऑपरेशन विशेष रासायनिक यौगिकों का उपयोग करके तांबे के सिक्कों का रंग बदल देंगे।
सिक्का प्रसंस्करण के अपने स्वयं के संस्करण को अंजाम देने का निर्णय लेने के बाद, आपको एक विशेष ऑपरेशन करने की जटिलताओं को सीखने की जरूरत है। कई सामग्रियां जहरीली होती हैं और उन्हें न केवल काम करते समय, बल्कि रचनाओं को संग्रहीत करते समय भी सुरक्षा नियमों के अनुपालन की आवश्यकता होती है। संचालन धूआं हुड में या अच्छी तरह हवादार क्षेत्र में किया जाना चाहिए, और भंडारण कंटेनरों को ग्राउंड स्टॉपर्स के साथ बंद किया जाना चाहिए। सजावटी परत लगाने से पहले और ऑपरेशन के बाद, एम्बॉसिंग को धोया जाता है, चिकना किया जाता है और सुखाया जाता है। बाद के मामले में, चूरा का उपयोग किया जाता है, जो आसानी से नमी को अवशोषित करता है।
तैयार एम्बॉसिंग को कपड़े की सामग्री से पोंछना मना है: यह सजावटी फिल्म को नुकसान पहुंचा सकता है।
आप इंटरनेट पर तांबे के सिक्कों का रंग बदलने के तरीके ढूंढ सकते हैं और सिफारिशों का उपयोग कर सकते हैं, या आप अपनी खुद की मूल विधि के साथ आ सकते हैं।
हम आपको तांबे की शीट पर ढलाई पर एक वीडियो देखने के लिए आमंत्रित करते हैं:
टंकण
कोवर्ग:
धातुओं का कलात्मक प्रसंस्करण
टंकण
एम्बॉसिंग कलात्मक धातु प्रसंस्करण का एक व्यापक खंड है। इसमें विभिन्न प्रकार के उत्पादों को शामिल किया गया है, जो उनके कलात्मक सिद्धांत में भिन्न हैं: राहत सजावटी से लेकर उच्च-राहत और गोल आकृति वाली रचनाएं, रैखिक-ग्राफिक दो-आयामी समाधान से, उत्कीर्णन के करीब, वॉल्यूमेट्रिक मूर्तिकला (त्रि-आयामी) तक।
पीछा करने की तकनीक सबसे सरल संचालन (बनावट भरने) और मानव चेहरे और आकृतियों की बेहतरीन मूर्तिकला दोनों के लिए लागू होती है; कुछ मामलों में, लघु आभूषण कीमती धातुओं से बनाए जाते हैं, दूसरों में, एल्यूमीनियम से बने बहु-मीटर स्मारकीय आंकड़े, तांबे और स्टील का खनन किया जाता है। सिक्के बनाने की विभिन्न प्रकार की तकनीकी विधियों की उपस्थिति, जो अलग-अलग कलात्मक प्रभाव देती हैं, इस तथ्य से समझाई जाती है कि सिक्का बनाना एक बहुत ही प्राचीन पद्धति है, जो कई शताब्दियों में विकसित हुई है। सिक्का निर्माण प्राचीन मिस्र, प्राचीन ग्रीस और रोम में जाना जाता था। प्राचीन काल से ही यह ईरान और चीन, भारत और जापान की कला में जाना जाता रहा है। पश्चिमी यूरोप में पुनर्जागरण के दौरान इसका महत्वपूर्ण विकास हुआ। मंगोल-पूर्व रूस में सिक्का निर्माण उच्च पूर्णता तक पहुंच गया और 15वीं-17वीं शताब्दी की प्राचीन रूसी कला में फिर से विकसित हुआ। 18वीं और 19वीं शताब्दी में इसका और अधिक विकास हुआ। और हमारी आधुनिक सजावटी और अनुप्रयुक्त कलाओं में नई तकनीकों का प्रयोग और संवर्धन जारी है।
उदाहरण के लिए, 11वीं-12वीं शताब्दी के नोवगोरोड टकसालों के पीछा किए गए उत्पादों को संरक्षित किया गया है। पंथ चरित्र (आइकन फ्रेम, आदि), जो विशिष्ट रूप से रूसी और बीजान्टिन कला की विशेषताओं को जोड़ता है। ये न केवल चादरों से पीछा करके बनाई गई सजावटी रचनाएं हैं, बल्कि पीछा किए गए कलाकारों के आंकड़े भी हैं। व्लादिमीर-सुज़ाल रस की उभरी हुई कला के उदाहरण उसी समय के हैं। 15वीं सदी की शुरुआत तक. (1412) में मास्टर लूसियन (फोल्डिंग) का काम शामिल है, जो नाइलो के साथ पीछा करने की तकनीक का उपयोग करके बनाया गया है, साथ ही टवर ज्वैलर्स के काम भी शामिल हैं, जो सिल्वर ओपनवर्क कास्टिंग का उपयोग करके बनाया गया है। मॉस्को में ग्रीक कारीगरों द्वारा शीट चांदी से उच्च राहत सिक्के का उत्पादन किया गया था, और नोवगोरोड में हथौड़े से चलने वाली करछुल और कटोरे का उत्पादन किया गया था। 16वीं शताब्दी में सिक्का निर्माण विशेष रूप से उच्च और शानदार विकास पर पहुंच गया; यारोस्लाव में इसे नक्काशी और उत्कीर्णन के साथ जोड़ा गया था; निज़नी नोवगोरोड में इसे ढलवां मूर्तिकला विवरणों से समृद्ध किया गया था। नोवगोरोड टकसालों ने कंफ़ेद्दी पृष्ठभूमि वाले सिक्कों का उपयोग करना शुरू कर दिया। कप, कटोरे और करछुल ढालकर सजाए गए। उभरी हुई कला का उत्कर्ष 17वीं शताब्दी में भी जारी रहा। नई तकनीकें और कलात्मक विशेषताएँ प्रकट होती हैं: 17वीं शताब्दी के उत्तरार्ध से। और 18वीं सदी की शुरुआत. नोवगोरोड में, मिंटर्स कटे हुए पैटर्न का उपयोग करते हैं; कोस्त्रोमा में, कास्टिंग और नक्काशी के साथ बारी-बारी से फ्लैट कुचले हुए एम्बॉसिंग विकसित होते हैं; यारोस्लाव में, एम्बॉसिंग एक विशेष भव्यता तक पहुंचता है - यह तामचीनी के साथ रंगा हुआ है। 1630 में, मॉस्को चेज़र गैवरिल एव्डोकिमोव ने त्सारेविच दिमित्री की एक आदमकद त्रि-आयामी पीछा की हुई मूर्ति बनाई।
कलात्मक उभार को दो स्वतंत्र प्रकार के कार्यों में विभाजित किया गया है, जिनमें उत्पादन प्रौद्योगिकियों में गुणात्मक अंतर होता है:
1) चादरों से उभार;
2) ढलाई, या कवच द्वारा पीछा करना।
पहले मामले में, उभार के माध्यम से एक खाली शीट से कला का एक नया काम बनाया जाता है; दूसरे मामले में, वे केवल एक कला रूप की पहचान करते हैं और उसे पूरा करते हैं जिसे पहले एक मूर्तिकार द्वारा बनाया गया था और धातु में ढाला गया था (या ओब्रोन तकनीक का उपयोग करके धातु से नक्काशी की गई थी)।
शीट ढलाई के आधुनिक अभ्यास में, निम्नलिखित धातुओं और मिश्र धातुओं का उपयोग किया जाता है:
क) अलौह धातुएँ - लाल तांबा और इसकी मिश्रधातुएँ (पीतल, टोबैक) सजावटी वस्तुओं और मूर्तिकला की ढलाई के लिए सबसे उपयुक्त सामग्री हैं। इनमें उच्च प्लास्टिसिटी होती है, आसानी से ढाले जाते हैं, गहरी ड्राइंग की अनुमति देते हैं - उच्च राहत और गोल मूर्तियों को उभारना, अच्छी तरह से एनील्ड किया जाता है और विभिन्न तरीकों से समाप्त किया जा सकता है। निकल मिश्र धातु (निकल सिल्वर, निकल सिल्वर) का उपयोग आजकल बहुत कम किया जाता है, लेकिन अतीत में (विशेष रूप से 19वीं शताब्दी के अंत में) चांदी की नकल करने वाले कलात्मक व्यंजनों को ढालने के लिए इनका व्यापक रूप से उपयोग किया जाता था। सच्चे जस्ता में पर्याप्त लचीलापन होता है, लेकिन इसके लिए विशेष तकनीकों की आवश्यकता होती है। शीट एल्यूमीनियम को बहुत नरम और आसान तरीके से ढाला जाता है, गहरी ड्राइंग की अनुमति देता है, लेकिन एनीलिंग के दौरान विशेष सावधानियों की आवश्यकता होती है; ड्यूरालुमिन एक कठोर सामग्री है, जिसे ढालना मुश्किल है, लेकिन चांदी की दिलचस्प नकल देता है;
बी) लौह धातुएँ: नरम, कम कार्बन स्टील, पूर्व-एनील्ड और अचार - तथाकथित डिकैपिर (या एनीलिंग से पहले और बाद में डबल-एच्च्ड स्टील - दो बार डिकैपिर) - तांबे की तुलना में ढलाई के लिए अधिक कठिन सामग्री, लेकिन बहुत समापन में सुंदर. इस सामग्री की सिफारिश बड़ी सजावटी वस्तुओं को उभारने के लिए की जा सकती है जिन्हें बारीक विवरण की आवश्यकता नहीं होती है। तांबे की तरह, यह आपको उच्च राहत खींचने की अनुमति देता है।
कुछ सरल सजावटी उभार तकनीकों (विस्फोट, वेध - नीचे देखें) के लिए, आप शीट छत स्टील (छत लोहे) का उपयोग कर सकते हैं। स्टेनलेस स्टील (क्रोमियम-निकल) एक सुंदर, आधुनिक, बहुत प्रभावी सामग्री है, लेकिन इसे ढालना मुश्किल है। बड़े, बाहरी सजावटी उत्पादों के लिए इस्तेमाल किया जा सकता है।
अतीत में, कीमती धातुओं - सोना, चांदी और उनके मिश्र धातुओं का उपयोग अद्वितीय गहने, महंगे व्यंजन (करछुल, कटोरे, प्याले), साथ ही चर्च के बर्तन (आइकन फ्रेम, धार्मिक किताबें, आदि) ढालने के लिए किया जाता था।

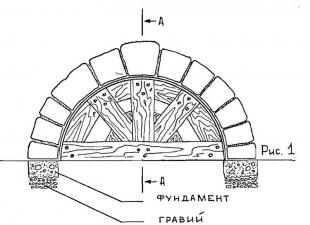
चावल। 1. ढलाई
काम करते समय, सिक्के को बाएं हाथ में तीन अंगुलियों से पकड़ा जाता है, जिसे अनामिका द्वारा समर्थित किया जाता है (छोटी उंगली मुक्त रहती है)। कोहनी वजन में होनी चाहिए; इससे हाथ की गतिशीलता और गतिशीलता सुनिश्चित होती है। सिक्कों को सख्ती से लंबवत नहीं रखा जाता है, बल्कि थोड़ा पीछे की ओर झुकाया जाता है ताकि इसकी कामकाजी सतह (स्ट्राइक) तिरछी उठ जाए और परिणामस्वरूप, हथौड़े से मारने पर यह लगातार आगे बढ़ती रहे। दाहिने हाथ में उनके पास एक हथौड़ा है, जिसका उपयोग सिक्के को आगे की ओर धकेलते हुए लयबद्ध तरीके से प्रहार करने के लिए किया जाता है।
एम्बॉसिंग कौशल हासिल करने के लिए दीर्घकालिक प्रशिक्षण की आवश्यकता होती है। यह आवश्यक है कि वांछित अनुकरण प्राप्त करने के लिए उचित बल और प्रभावों की गति को संयोजित किया जाए। एम्बॉसिंग की तकनीक में महारत हासिल करने के तीन चरण हैं: एम्बॉसिंग, राहत बनाना और फिनिशिंग (बनावट लागू करना)। उपभोग्य वस्तुएं वर्कपीस पर एक समोच्च पैटर्न के निर्माण को प्राप्त करती हैं, जो उपभोग्य सामग्रियों द्वारा किया जाता है। उपभोज्य उत्कीर्णन से इस मायने में भिन्न है कि इसकी गहरी रेखाएँ अधिक नाजुक, नरम होती हैं, क्योंकि इससे छीलन नहीं बनती है, और धातु को अधिक गहराई से दबाया जाता है।
सबसे पहले अनावश्यक इंडेंटेशन और गड़गड़ाहट के बिना एक चिकनी, समान रेखा बनाना बहुत मुश्किल है; बार-बार अभ्यास करने से ही पीछा करने और हथौड़े मारने के बीच समन्वय की भावना प्रकट होती है; तब हम मान सकते हैं कि सिक्का ढालने का कौशल हासिल करने की एक बड़ी तकनीकी समस्या हल हो गई है। फ़ॉन्ट या सख्त सजावटी रेखाओं को उभारते समय यह पहला चिह्न विशेष रूप से आवश्यक है। इसके विपरीत, सामने या पीछे से मॉडलिंग करते समय, विभिन्न टिकटों के साथ प्रसंस्करण के कारण एक राहत छवि प्राप्त होती है।

चावल। 2. टकसाल: ए - कन्फर्निक; बी - उपभोग्य वस्तुएं; सी, डी - लोशचटनिकी; डी - डस्टर; ई - बूट
निम्न (निम्न) राहतों और छवियों के साथ, उन्हें केवल सामने की ओर से मॉडल करना पर्याप्त है। यदि राहत की उत्तलता स्पष्ट और ऊंची होनी चाहिए, तो आप राहत को पीछे की ओर से बढ़ा सकते हैं। अधिकतर, समोच्च को सामने की तरफ (विस्तार) से रेखांकित किया जाता है और फिर पीछे से मॉडलिंग की जाती है, क्योंकि इस विधि से आकार बहुत स्पष्ट होंगे।
किसी मॉडल किए गए आभूषण या अन्य राहत पर परिष्करण और बनावट लागू करने के लिए धन्यवाद, काम की पूर्णता हासिल की जाती है।
सिक्कों के निम्नलिखित समूह प्रतिष्ठित हैं (चित्र 2), जिनके उद्देश्य के आधार पर प्रहार के विभिन्न रूप हैं।
कन्फर्निक एक कुंद सुई के आकार में नुकीले सिरे वाली टकसाल हैं; छोटी नौकरियों के लिए - तेज़, बड़ी नौकरियों के लिए - सुस्त। कन्फ़र्निक का उपयोग डिज़ाइन को कागज से धातु में स्थानांतरित करने के लिए, साथ ही पृष्ठभूमि को बिंदुओं से सजाने के लिए किया जाता है ("कैनफ़रिंग"),
उपभोग्य वस्तुएँ, या बाईपास एम्बॉसिंग, जिसकी सहायता से किसी डिज़ाइन की रूपरेखा को धातु पर पुन: प्रस्तुत किया जाता है, इसे कैंटरी बिंदुओं के साथ कम या ज्यादा स्पष्ट ठोस रेखा के रूप में ट्रेस किया जाता है। चौड़ी (मोटी) उपभोग्य वस्तुएं एक नरम रेखा देती हैं, तेज उपभोग्य वस्तुएं - इसके विपरीत, यह एक सूखी, स्पष्ट रेखा देती हैं। उपभोग्य वस्तुएँ सीधी हैं - सीधी रेखाएँ खींचने के लिए और वक्रता की विभिन्न त्रिज्याओं के साथ अर्धवृत्ताकार - घुमावदार रेखाओं का पता लगाने के लिए। चित्र में। 3 पहला प्रशिक्षण कार्य दिखाता है, पूरा हुआ! एक उपभोज्य के साथ, और चित्र में। 4 - किसी उपभोज्य वस्तु द्वारा बनाई गई रचना का टुकड़ा। 'लोशचटनिकी ("लोश_शिट" से) - सबसे व्यापक। कमोबेश सपाट प्रहार वाले सिक्कों का एक बड़ा और विविध समूह। पॉलिश करने, समतल करने और चिकनी सतहों के लिए उपयोग किया जाता है। लोशचटनिक चिकने या खुरदरे हो सकते हैं; वे धातु पर जो निशान छोड़ते हैं वह चिकना होता है, जैसे कि जाली या मैट, खुरदरा, मुलायम।
Purochniki (पुरोशनिकी) - एक गोल, गोलाकार सिर के साथ टकसाल। इनका उपयोग विपरीत दिशा से ढलाई करते समय अर्धवृत्ताकार आकृतियों को उभारने (उठाने) के लिए या सामने की ओर से काम करते समय गड्ढे वाली बनावट प्राप्त करने के लिए किया जाता है।
बोबोश्निकी, या क्रिम्पिंग चेकाक, समान टकसाल हैं, लेकिन एक आयताकार, अंडाकार, बीन के आकार की हड़ताल के साथ।
ट्यूब ढले हुए टुकड़े होते हैं, जिनके कामकाजी हिस्सों में विभिन्न व्यास और गहराई की अवतल, अर्धगोलाकार सतह होती है। धातु पर एक उत्तल गोलाकार छाप बनती है - अनाज की नकल की तरह।
पैटर्नयुक्त उभार आकार में क्विल्स की याद दिलाते हैं, लेकिन पैटर्नयुक्त छाप देते हैं: जाली का काम, स्ट्रिपिंग, पिटिंग, स्ट्रीकिंग आदि। इनका उपयोग उपयुक्त बनावट, प्रक्रिया पृष्ठभूमि आदि प्रदान करने के लिए परिष्करण में किया जाता है। चित्र में. चित्र 5 पैटर्न वाले उभार से सजा हुआ एक टुकड़ा दिखाता है।
विशेष टिकटें - अत्यधिक विशिष्ट उद्देश्यों के लिए उपयोग की जाती हैं, उदाहरण के लिए एक बूट - राहत पर अंडरकट्स प्राप्त करने के लिए, या एक रस्सी - जिसकी छाप, कई बार दोहराई जाने पर, एक मुड़ी हुई रस्सी आदि का भ्रम पैदा करती है।
चित्रित सिक्के, या घूंसे, - उनके कामकाजी हिस्से पर, एक आभूषण के टुकड़े (कर्ल, पत्ते, फूल, रोसेट) या अक्षर और संख्याएं उत्कीर्णन तकनीकों का उपयोग करके बनाई जाती हैं। पुराने रूसी टकसालों ने हाथों, आंखों आदि की छवियों के साथ घूंसे का भी उपयोग किया, जिससे चेहरे और पंथ की छवियों के निर्माण में काफी सुविधा और तेजी आई।
दरारों को ढाला जाता है, तेज धार दी जाती है, एक सपाट और अर्धवृत्ताकार ब्लेड वाली छेनी की तरह; शीट से ओपनवर्क कार्य के लिए पृष्ठभूमि को काटने के लिए उपयोग किया जाता है।
सिक्कों के सूचीबद्ध समूह आकार और मोटाई में भी भिन्न हैं। इस प्रकार, छोटे आभूषण कार्यों के लिए, वे 3-4 मिमी के क्रॉस-सेक्शन के साथ पतली स्टील की छड़ों से बने सिक्कों का उपयोग करते हैं। साधारण (मध्यम) काम के लिए, 6-8 मिमी तक की मोटाई (मध्य भाग में) वाले टकसालों का उपयोग किया जाता है, और जब बड़े आकार के साथ बड़ी, सजावटी रचनाएँ ढाली जाती हैं, तो टकसाल की मोटाई 15-20 मिमी या अधिक तक पहुँच जाती है। . ऐसे बड़े सिक्कों को काम करते समय मुट्ठी में (छेनी की तरह) रखा जाता है। कभी-कभी लंबी, बड़ी आकृतियों को तोड़ने के लिए लकड़ी के हथौड़ों का उपयोग किया जाता है।

चावल। 3. किसी मित्र द्वारा किये गये कार्य का अध्ययन करना

चावल। 4. किसी उपभोज्य वस्तु द्वारा बनाया गया टुकड़ा
सिक्के बनाना. आमतौर पर सिक्के स्टील की छड़ से बनाए जाते हैं; फ़ाइलों का उपयोग करके, उन्हें फ़ाइल किया जाता है और कार्यशील सतह को वांछित आकार दिया जाता है (काट दिया जाता है)। सिक्के बनाने की सामग्री कोई भी उपकरण स्टील हो सकती है; सबसे आम स्टील ग्रेड U7 और U8 हैं।
सिक्का बनाने के बाद उसके काम करने वाले सिरे (टूटने) को सख्त और टेम्पर्ड किया जाता है। ऐसा करने के लिए, सिक्के को चिमटे से पकड़ लिया जाता है और बट को चमकदार लाल गर्मी (जो 750 - 850 C से मेल खाती है) तक समान रूप से गर्म किया जाता है, जिसके बाद इसे तुरंत ठंडा करने के लिए पानी में डाल दिया जाता है। यह ऑपरेशन जितनी जल्दी हो सके किया जाना चाहिए, क्योंकि शीतलन 2-3 सेकंड के भीतर होना चाहिए। कठोर सिक्का अत्यधिक कठोर एवं भंगुर हो जाता है।
भंगुरता को कम करने और आंतरिक तनाव को खत्म करने के लिए सख्त और तड़के का उपयोग किया जाता है। तड़का लगाने से सख्त होने का प्रभाव नरम हो जाता है। ऐसा करने के लिए, सिक्के के कठोर सिरे को सैंडपेपर से पीसकर फिर से 200 से 300 डिग्री सेल्सियस के तापमान पर गर्म किया जाता है। 220 डिग्री सेल्सियस के तापमान से शुरू होकर, सिक्के के पॉलिश सिरे पर लोहे के आक्साइड की पतली परतें बनती हैं, जो इसे विभिन्न रंग देती हैं - हल्के पीले (220 डिग्री सेल्सियस) से लेकर नीले (300 डिग्री सेल्सियस) तक - ये हैं- रंग कहलाते हैं
कलंकति करना। कठोर धातुओं की ढलाई करते समय, ढलाई तब तक की जाती है जब तक नरम धातुओं का रंग पीला न हो जाए।
शमन और उचित तड़के के बाद सिक्कों के कार्यशील सिरे की कठोरता कार्य की प्रकृति के आधार पर 7 से 12 (रॉकवेल) तक होती है।
त्रि-आयामी, खोखले उत्पादों (बर्तन, मूर्तियां, आदि) की ढलाई करते समय, लंबे घुमावदार टकसालों, तथाकथित "हुक" और "रैचेट्स" का उपयोग फॉर्म के अलग-अलग हिस्सों को अंदर से बाहर निकालने के लिए किया जाता है। वे समकोण पर मुड़ी हुई विशाल स्टील की छड़ें हैं। हुक के काम करने वाले सिरे या तो चपटे और गोल बनाए जाते हैं, या संकरे और नुकीले, लेकिन फिर भी कुंद किए जाते हैं ताकि धातु से न टूटें। "रैचेट्स" के लड़ाकू सिरों का आकार समान होता है।
चेज़र के कार्य में सिक्कों के अतिरिक्त हथौड़े का भी प्रयोग किया जाता है। उभरे हुए हथौड़े का आधुनिक, विशिष्ट रूप सदियों से चली आ रही सुधार और चयन की प्रक्रिया के माध्यम से विकसित किया गया था। एक तरफ, इसमें एक सपाट सतह (चौकोर या गोल रूपरेखा) होती है - सिक्के को ठोकने के लिए, और दूसरी तरफ, एक गोलाकार या अर्धवृत्ताकार सिरा - शीट धातु में गड्ढों को उखाड़ने के लिए। उभरे हुए हथौड़ों की एक विशेष विशेषता उनके हैंडल और अटैचमेंट का विशेष आकार भी है। हैंडल थोड़ा सपाट, घुमावदार और सिरे की ओर मोटा है। यह आकार आसानी से और आराम से हथेली में फिट हो जाता है और लंबे समय तक लगातार काम करने के दौरान हाथ को थकाता नहीं है।

चावल। 5. पैटर्नयुक्त उभार से सजाया गया टुकड़ा
ढलाई तकनीक
ड्राइंग तैयार कर रहा हूँ. एक शीट से सिक्का बनाने के लिए सबसे पहले कागज पर पूर्ण आकार (टेम्पलेट) में, रैखिक (समोच्च) तरीके से, छाया के बिना और धातु से चिपकाने के लिए छोटे मार्जिन के साथ एक रेखाचित्र तैयार करें।
किसी वस्तु पर चित्र बनाने के लिए, इसे कागज पर लपेटा जाता है: पूरी तरह से - सरल आकृतियों के लिए जिनकी वक्रता त्रिज्या (शंकु, सिलेंडर) होती है, जिस पर कागज आसानी से लगाया जाता है, या भागों में - गोलाकार और जटिल रूप से प्रोफाइल वाली आकृतियों के लिए वक्रता की कई त्रिज्याएँ होती हैं। ऐसे उत्पादों पर, उत्पाद की जटिल प्रोफाइल वाली सतह के साथ कागज की एक सपाट शीट पर बने पैटर्न का ओवरले और संयोजन (सशर्त रूप से) कागज के विरूपण की अधिक या कम डिग्री के साथ फॉर्म के छोटे क्षेत्रों में ही प्राप्त किया जा सकता है। . डिज़ाइन लागू करने से पहले, ऐसे उत्पादों को पहले चिह्नित किया जाता है और डिज़ाइन को भागों में (खंडित रूप से) स्थानांतरित किया जाता है।
पट्टिका की तैयारी. डिज़ाइन के आकार और विन्यास के आधार पर, शीट धातु से एक आयताकार पट्टिका को कैंची से इस तरह काटा जाता है कि पूरा डिज़ाइन उस पर स्वतंत्र रूप से रखा जा सके और 30-40 मिमी चौड़ा एक छोटा मुक्त किनारा चारों ओर बना रहे। पीछा करने की प्रक्रिया के दौरान राल पर पट्टिका को अधिक मजबूती से पकड़ने के लिए यह किनारा आवश्यक है, खासकर जब किनारों के करीब उच्च राहत को खटखटाया जाता है। जब बिल्कुल किनारे पर ढाला जाता है, तो पट्टिका आमतौर पर राल (विशेष रूप से कठोर राल) से उछल जाती है और उसे फिर से राल लगाना पड़ता है।
आकार के अनुसार काटी गई पट्टिका को लकड़ी के हथौड़े से प्लेट पर समतल किया जाता है और किनारों और कोनों को सरौता से थोड़ा मोड़ दिया जाता है। इस तरह से तैयार की गई शीट रेज़िन से अधिक मजबूती से चिपकती है।
खामोश। टारिंग के लिए धन्यवाद, पट्टिका मजबूती से तय हो गई है, जो काम करते समय आवश्यक है। इसके अलावा, हड़ताल की छाप स्पष्ट और परिभाषित है। चपटे सिक्कों को पीसने के लिए विशेष बोर्ड या बक्से का उपयोग किया जाता है, जिसका निचला भाग मोटे तख्ते (20-30 मिमी मोटे) से बना होता है। एक उथला बॉक्स बनाने के लिए चारों तरफ पतली पट्टियों से निचली भुजाओं को कीलों से ठोका जाता है। इसे पहले से पकाए गए और गर्म किए गए राल से पूरा भर दिया जाता है, जिसे ठंडा और सख्त होने दिया जाता है। बॉक्स का आयाम पट्टिका के आयामों से थोड़ा बड़ा होना चाहिए ताकि पट्टिका के किनारे से बॉक्स की दीवारों तक कम से कम 20-30 मिमी का राल का एक मुक्त क्षेत्र हो। बॉक्स की गहराई भी राहत की ऊंचाई के अनुरूप होनी चाहिए। राहत जितनी अधिक होगी, बॉक्स उतना ही गहरा होना चाहिए।
फिर, ब्लोटोरच या गैस टॉर्च की लौ का उपयोग करके, राल की ऊपरी परत को गर्म करें, हल्के से हिलाएं और इसे एक खुरचनी से समतल करें। जब राल की ऊपरी परत अच्छी तरह गर्म हो जाती है, तो उस पर एक पट्टिका लगाई जाती है, जिससे यह सुनिश्चित होता है कि यह बॉक्स के किनारों से समान दूरी पर रखी गई है और राल में गहराई तक नहीं डूबती है। इसके अलावा, यह बहुत महत्वपूर्ण है कि हवा पट्टिका के नीचे न जाए और यह पूरे विमान को राल बना दे। फिर इसे ठंडा होने दिया जाता है.
वॉल्यूमेट्रिक रूप - चश्मा, फूलदान, गोल मूर्तियां, साथ ही गहरे आधार-राहत और उच्च राहत रूपों को राल से भरकर ढाला जाता है। ऐसा करने के लिए, राल को गर्म किया जाता है और वॉल्यूमेट्रिक सांचों की गुहा में डाला जाता है, जिससे यह सुनिश्चित होता है कि वहां कोई हवा न रहे और कोई रिक्त स्थान न बने। ढलाई करते समय, इससे ऐसे दोष पैदा हो जाते हैं जिन्हें ठीक करना मुश्किल होता है, क्योंकि धातु ढलाई के प्रहार के तहत रिक्त स्थानों में विफल हो जाती है, और कभी-कभी टूट भी जाती है।
वॉल्यूमेट्रिक सिक्कों के समर्थन के रूप में, विशेष कढ़ाई का उपयोग किया जाता है, जो शीट स्टील से गोलार्ध के आकार में निकाला जाता है और किनारे (ढेर) से थोड़ा ऊपर पहले से गरम राल से भरा होता है। ऐसे कड़ाही पर, जबकि राल पूरी तरह से कठोर नहीं हुआ है, लेकिन पहले से ही गाढ़ा हो गया है, संसाधित होने वाले उत्पाद के लिए एक जगह तैयार की जाती है। ऐसा करने के लिए, गर्म और अभी भी चिपचिपी राल को गीले कागज या कपड़े से ढक दिया जाता है, और ढलाई की जाने वाली वॉल्यूमेट्रिक वस्तु (राल से भरी हुई) को शीर्ष पर रखा जाता है और हल्के से राल में दबाया जाता है। एक कपड़ा या कागज राल को वस्तु से चिपकने से रोकता है, और बर्तन पर एक गड्ढा (छाप) बन जाता है, जो बिल्कुल उसके विन्यास के अनुरूप होता है। इस तरह की टैनिंग में, पीछा करने की प्रक्रिया के दौरान वस्तु को अच्छी तरह से और मजबूती से पकड़ लिया जाता है, आसानी से हटा दिया जाता है , और राल पर गंदा नहीं होता है।
ढलाई करते समय, रबर से बना या ड्राइव बेल्ट के स्क्रैप से लपेटा हुआ एक विशेष अंगूठी के आकार का स्टैंड ढलाई के दौरान बर्तन के नीचे रखा जाता है।
चित्र का अनुवाद. तैयार ड्राइंग को तारयुक्त पट्टिका या आयतन पर स्थानांतरित किया जाता है। ऐसा करने के लिए, धातु की सतह को हल्के से पानी के रंग वाले सफेद रंग से लेपित किया जाता है और चित्र 44 सजावटी जाली: कॉपी मशीन के माध्यम से - बाईं ओर - ड्राइंग, कॉपी मशीन के माध्यम से स्थानांतरित की जाती है, ड्राइंग को कागज पर स्थानांतरित किया जाता है; दाईं ओर एक उपभोज्य के साथ संसाधित एक चित्र है (चित्र 44, बाएं)। धातु पर तैयार डिज़ाइन को नाइट्रो वार्निश से ढक दिया गया है ताकि काम के दौरान यह खराब न हो। हालाँकि, कार्बन कॉपी के माध्यम से अनुवादित एक ड्राइंग अभी भी बहुत टिकाऊ नहीं है, और महत्वपूर्ण कार्यों (बड़ी बहु-आकृति रचनाएँ, चित्र, आदि) का पीछा करते समय, पुरानी सिद्ध तकनीक - शॉटिंग का उपयोग करना बेहतर होता है। ऐसा करने के लिए, डिज़ाइन को प्लास्टिसिन (या मोम) का उपयोग करके धातु से जोड़ा जाता है या साबुन के घोल के साथ चिपकाया जाता है, और फिर एक विशेष एम्बॉसिंग उपकरण का उपयोग करके, पैटर्न को बिंदुओं की पंक्तियों के साथ आकृति के साथ छिद्रित किया जाता है, जिससे बिंदीदार रेखाएं बनती हैं, जो बाद में स्पष्ट रूप से दिखाई देती हैं। कागज हटाना.
इसे आसानी से, लेकिन आत्मविश्वास से गन करना आवश्यक है, ताकि गनर के प्रहार से प्रत्येक बिंदु स्पष्ट रूप से दिखाई दे, लेकिन धातु में गहराई से प्रवेश न करे। बाद की सभी एम्बॉसिंग के दौरान अत्यधिक गहरी शूटिंग को हटाना लगभग असंभव है, और तैयार उत्पाद पर इसके निशान हमेशा वांछनीय नहीं होते हैं। छोटे पैटर्न को एक तेज छेनी से काटा जाता है, जिससे बिंदु अक्सर (एक दूसरे के करीब) भर जाते हैं। एक बड़े डिज़ाइन को कुंद कैनफ़ारिक और एक विरल बिंदीदार रेखा के साथ लागू किया जाता है। कुशल, सावधानीपूर्वक काटने के बाद, चित्र को संरक्षित किया जाता है और उसका पुन: उपयोग किया जा सकता है।
पृष्ठभूमि को फैलाना और कम करना। ढलाई की प्रक्रिया आम तौर पर एक स्कैनफ़ेयर डिज़ाइन का पता लगाने या उसका पता लगाने से शुरू होती है। चौड़ाई में उपयुक्त एक समोच्च उपभोज्य का चयन करने के बाद, इसे ड्राइंग की सभी रेखाओं के साथ पारित किया जाता है, कैनफ़र के बिंदुओं को एक सतत रेखा में जोड़ा जाता है और सभी आकृतियों को गहरा किया जाता है। छोटे आभूषण कार्यों के लिए, तेज उपभोग्य सामग्रियों का उपयोग किया जाता है, जो स्पष्ट, संकीर्ण स्ट्रोक देते हैं; बड़े उभार के लिए, इसके विपरीत, कुंद, विस्तृत उपभोग्य सामग्रियों का उपयोग किया जाता है। बहुत बड़ी नौकरियों के लिए, रूपरेखा कभी-कभी उपभोग्य वस्तु द्वारा भी नहीं, बल्कि बॉब द्वारा की जाती है। इसके अलावा, उपभोज्य की और भी अधिक चौड़ाई के लिए, बोबोश्निक को पार रखा जाता है और उसके चौड़े हिस्से से रेखाएँ खींची जाती हैं। पहनने के बाद, पैटर्न आगे और पीछे दोनों तरफ स्पष्ट रूप से दिखाई देने लगता है (चित्र 44, दाएं)।
अगला ऑपरेशन कम या ज्यादा फ्लैट सिक्कों (फ्लैश) की मदद से डिज़ाइन के चारों ओर की पृष्ठभूमि को कम करना है, जिसके साथ उपभोग्य सामग्रियों को "प्रदर्शित" किया जाता है। ऐसा करने के लिए, एम्बॉस को डिज़ाइन की ओर कुछ हद तक तिरछा रखा जाता है और, डिज़ाइन के किनारे उपभोज्य द्वारा बनाई गई दीवार को बनाए रखते हुए, पृष्ठभूमि की ओर वाली विपरीत दीवार को संरेखित (परेशान) किया जाता है। पृष्ठभूमि को नीचे करने से राहत का पता चलता है। चित्र घिरी हुई पृष्ठभूमि से कुछ ऊपर उठकर स्पष्ट रूप से उभरने लगता है। इससे ढलाई का पहला चरण समाप्त होता है। इस समय तक, धातु की प्लेट पहले ही सख्त हो चुकी होती है और आगे की प्रक्रिया के लिए एनीलिंग (पुन: क्रिस्टलीकरण) की आवश्यकता होती है।
एनीलिंग। एनीलिंग करने के लिए, राल को ब्लोटरच से गर्म करके एम्बॉसिंग को हटा दिया जाता है, जिसके बाद इसे आसानी से अलग किया जाता है। प्लेट को सरौता से किनारे से पकड़कर, इसे गहरे लाल रंग की गर्मी तक गर्म किया जाता है। हीटिंग प्रक्रिया के दौरान, धातु को एनील्ड किया जाता है और इसकी चिपचिपाहट और प्लास्टिसिटी पुनः प्राप्त हो जाती है। साथ ही, पीछे की तरफ का रेज़िन जल जाता है और बची हुई धूल ब्रश करने, ब्लीच करने और धोने से आसानी से निकल जाती है। वर्कपीस पूरी तरह से साफ हो जाता है और सूखने के बाद फिर से आगे की प्रक्रिया में लग जाता है।
कीमती, अलौह और लौह धातुओं और मिश्र धातुओं की एनीलिंग मुश्किल नहीं है। जैसे ही राल जलती है और धातु थोड़ी लाल होने लगती है, तापन बंद कर दिया जाता है और एनीलिंग प्रक्रिया पूरी हो जाती है। एल्यूमीनियम और उसके मिश्र धातुओं की एनीलिंग में कुछ विशेष विशेषताएं हैं। एल्युमीनियम की पुनर्क्रिस्टलीकरण प्रक्रिया 100 डिग्री सेल्सियस पर शुरू हो जाती है, यानी लाल गर्मी (चमक) की शुरुआत से बहुत पहले। इसी समय, एल्युमीनियम के लिए लाल ऊष्मा और पिघलने की तापमान सीमाएँ बहुत करीब हैं। यदि एल्युमिनियम को लाल-गर्म गर्म किया जाए तो वह पिघल जाता है और शुरू किया गया काम नष्ट हो जाता है। इसलिए, जब एल्युमीनियम और उसके मिश्र धातु (ड्यूरालुमिन) को एनीलिंग किया जाता है, तो प्लेट को थोड़ा गर्म किया जाता है और पुन: क्रिस्टलीकरण तापमान को साबुन के काले पड़ने (जलने) से आंका जाता है, जिसका उपयोग एनील्ड किए जाने वाले एल्युमीनियम वर्कपीस पर स्ट्रिप्स को प्रारंभिक रूप से खींचने के लिए किया जाता है।
एनीलिंग के बाद, एल्यूमीनियम प्लेट को सोडा या सोडियम हाइड्रॉक्साइड के बाइकार्बोनेट के गर्म घोल में धोया जाता है।
राहत पंच. इस ऑपरेशन में राहत को और ऊपर उठाना शामिल है (यदि ड्राइंग में प्रदान किया गया है)। राहत को रबर या सैंडबैग पर पीछे की तरफ से खटखटाया जाता है। साथ ही, वे ड्राइंग के अनुसार राहत को यथासंभव सटीक रूप से बढ़ाने का प्रयास करते हैं। पंच विभिन्न हथौड़ों (छोटे काम के लिए) या बस हथौड़े के पिछले हिस्से (बड़े सिक्कों के लिए) का उपयोग करके किया जाता है। कभी-कभी रेज़िन के साथ बाद में संशोधन की उम्मीद के साथ, कुछ मार्जिन के साथ, वृद्धि आवश्यकता से अधिक कर दी जाती है।
राल के बिना हथौड़ा मारने पर राहत की आवश्यक स्पष्टता प्राप्त करना असंभव है, लेकिन यह कार्य निर्धारित नहीं है। राल पर अंतिम उभार के दौरान स्पष्टता बाद में प्राप्त की जाती है।
द्वितीयक टारिंग और राहत का अंतिम संशोधन। द्वितीयक टारिंग को पहले की तरह ही किया जाता है, एकमात्र अंतर यह है कि अब राहत की पूरी गुहा पहले पिघले हुए राल से भर जाती है, और इसके ठंडा और सख्त होने के बाद ही, एम्बॉसिंग को बॉक्स पर टार किया जाता है। यदि टारिंग प्रक्रिया के दौरान राल राहत की सामने की सतह पर लग जाती है, तो इसे मिट्टी के तेल में भिगोए कपड़े से धोया जाता है और सूखा मिटा दिया जाता है। राहत के अंतिम उभार में सभी रूपों का विस्तृत विवरण, उनकी विशिष्ट विशेषताओं की पहचान करना और साथ ही विवरणों को मुख्य चीज़ के अधीन करना, संपूर्ण राहत की समग्र, अभिन्न छाप बनाना शामिल है।
हथौड़े से ठोकी गई सतहों की बनावट अंतिम परिष्करण में एक बड़ी भूमिका निभाती है; चिकने, जालीदार और मैट (खुरदरे) राहत तत्वों का संयोजन राहत की ऊंचाई में मामूली अंतर के साथ एक महान सजावटी प्रभाव प्राप्त करने में मदद करता है। विभिन्न पैटर्न वाले उभारों का उपयोग, जो राहत के अलग-अलग क्षेत्रों को एक धारीदार, जालीदार, गड्ढेदार या सेलुलर बनावट देता है, सिक्के को महत्वपूर्ण रूप से समृद्ध करता है। काम खत्म करते समय उपभोग्य वस्तु (कभी-कभी तेज) का दोबारा उपयोग किया जाता है। उसके द्वारा किए गए सूक्ष्म स्ट्रोक या कट इस या उस आकार पर जोर देते हैं।
पृष्ठभूमि की फिनिशिंग पर बहुत अधिक ध्यान दिया जाता है - इसे या तो चिकना, जालीदार, या मैट, भिन्न-भिन्न और पैटर्न वाला बनाया जाता है। कभी-कभी इसे बंद कर दिया जाता है, और कभी-कभी इसे पूरी तरह से काट दिया जाता है (पतली शीट के लिए) या आरा से काट दिया जाता है (मोटी शीट धातु के लिए)। इसके पूर्ण और अंतिम संशोधन के बाद, राल से काम को हटाए बिना पृष्ठभूमि को छिद्रित किया जाता है। काटने के लिए, विशेष कटिंग और सीधे और अर्धवृत्ताकार (अर्धचंद्राकार) काम करने वाले सिरों वाली, तेज धार वाली छोटी छेनी का उपयोग किया जाता है। राल को हटाने के बाद आरा से काटने का काम किया जाता है और सिक्के के पीछे की तरफ बचे हुए राल को हटाने के लिए एनीलिंग की जाती है, जो काटने में बाधा डालता है। काटने या काटने के बाद, गड़गड़ाहट को विभिन्न प्रोफाइल की सुई फ़ाइलों के साथ दर्ज किया जाता है। कार्य को अंतिम रूप देने के लिए बड़ी संख्या में विभिन्न उभारों का उपयोग किया जाता है।
चित्र में. 45 में 17वीं सदी के एक सिल्वर भाई को दिखाया गया है। स्टेट आर्मरी चैंबर से, जो ढलाई कला का एक आदर्श उदाहरण है। यहां सभी कलात्मक एम्बॉसिंग तकनीकों का उपयोग बहुत कुशलता से और बड़े स्वाद के साथ किया जाता है।

चावल। 6. मॉस्को स्टेट आर्मरी चैंबर में सिल्वर ब्रदर XVII का पीछा किया गया
मुख्य प्रक्रियाओं और उनके कार्यान्वयन के क्रम के अलावा, कार्य के क्रम और ढलाई तकनीकों में भी व्यापक विविधता है। विशिष्ट परिस्थितियों, सामग्री और कार्यों के आधार पर, विभिन्न प्रौद्योगिकी विकल्पों का उपयोग किया जाता है। उदाहरण के लिए, सटीक कार्य में जिसमें डिज़ाइन के आकार और रूपरेखा की बहुत स्पष्टता और निष्ठा की आवश्यकता होती है, निम्नानुसार आगे बढ़ें: स्कैन किए गए डिज़ाइन को सावधानीपूर्वक रेखांकित किया जाता है और उपयोग के बाद, शीट को तुरंत राल से हटा दिया जाता है, एनील्ड किया जाता है, ब्लीच किया जाता है और अंदर से रालयुक्त किया जाता है। बाहर, यानी पीछे की तरफ ऊपर की ओर। राल को सख्त होने देने के बाद, राहत को सीधे राल पर हथौड़ा मार दिया जाता है। उपभोग्य सामग्रियों की रेखाएं अंदर से स्पष्ट रूप से दिखाई देती हैं, और काम बहुत सटीक है।
राल पर राहत को कम करते समय, यह सही और साफ हो जाता है, पूरी तरह से डिजाइन के अनुरूप होता है, जिसे रेत या रबर पर राहत को कम करने पर प्राप्त नहीं किया जा सकता है, जहां प्रभाव पर धातु का एक बड़ा हिस्सा कम हो जाता है (जिसे बाद में परिष्कृत किया जाता है) टारिंग)। राल पर राहत को कम करते समय, राहत का एक सख्ती से सीमित, विशिष्ट रूप कम किया जाता है, केवल वह जिस पर प्रहार किया जाता है। इसके बाद, काम को फिर से रेजिन किया जाता है, पीछे से उठाए गए राहत के आकार और ऊंचाई को एक बार फिर निर्दिष्ट किया जाता है, और बनावट और अन्य परिष्करण तकनीकों को लागू करके उभार पूरा किया जाता है। कभी-कभी, बहु-आकृति वाली राहतों, बड़ी संख्या में योजनाओं आदि के साथ जटिल कार्य के दौरान, वांछित परिणाम प्राप्त होने तक एक तरफ या दूसरे तरफ कई बार पीसना किया जाता है।
बहुत अधिक राहत वाले बड़े सजावटी कार्यों के लिए या उच्च राहतें उभारते समय, वे डिज़ाइन के हस्तांतरण को सामने की ओर नहीं, बल्कि शीट के पीछे की ओर उपयोग करते हैं (डिज़ाइन तदनुसार उल्टा तैयार किया जाता है)। ड्राइंग को सीधे वर्कबेंच के बोर्ड पर, बिना तारकोल डाले (समय की खपत को कम करने के लिए) लगाया जाता है, फिर शीट को तारकोल से ढंक दिया जाता है, फिर से अंदर बाहर (पीछे की ओर ऊपर), राल को थोड़ा ठंडा होने दिया जाता है (जब तक कि यह गाढ़ा न हो जाए) और वे राहत को हथौड़ा मारना शुरू कर देते हैं, इसे राल की गहराई में गिरा देते हैं। राल के ठंडा और सख्त होने तक काम तेजी से किया जाता है। इन्हें गोलाकार आकार के बड़े सिक्कों ("एक्सट्रूडेड") के साथ या सीधे बड़े उभरे हुए हथौड़े के पीछे की तरफ ढाला जाता है, जिसमें गोलाकार सिरे का आयाम 20-25 मिमी व्यास तक पहुंचता है। आवश्यक राहत को खत्म करने के बाद, प्लेट को फिर से सील कर दिया जाता है और सामान्य तरीके से समाप्त कर दिया जाता है। समतल वस्तुओं को ढालने की अन्य तकनीकें भी हैं।

चावल। 7. सिल्वर वैली 1644 मॉस्को। राज्य शस्त्रागार कक्ष
त्रि-आयामी आकृतियों का उभार। वॉल्यूम पर उभार (शूटिंग और ड्राइंग आउट) के प्रारंभिक चरण उसी तरह से किए जाते हैं जैसे किसी विमान पर। राहत गाउटिंग के साथ स्थिति अलग है। साधारण एम्बॉसिंग के साथ राहत को त्रि-आयामी रूप में उठाना संभव नहीं है, और काम हुक या रैचेट के साथ किया जाता है। अपवाद बहुत बड़े फूलदान और अन्य त्रि-आयामी रूप हैं, जहां रूप की गुहा में न केवल एक सिक्का रखने के लिए, बल्कि एक हथौड़ा घुमाने के लिए भी पर्याप्त जगह होती है। हुक के साथ काम निम्नानुसार किया जाता है: एक बड़ी वस्तु को कार्यक्षेत्र पर रखा जाता है, उसके नीचे रेत या ज़ीन का एक बैग रखा जाता है। फिर, हुक के लड़ाकू सिरे को साँचे की गुहा में रखकर, बाहर निकलने वाली राहत की धारा पर, वे हुक पर हथौड़े से मारते हैं और इस तरह डिज़ाइन के एक या दूसरे तत्व को ऊपर उठाते हैं। ऑपरेशन को कई बार दोहराने और हर बार हुक को वॉल्यूमेट्रिक फॉर्म की आंतरिक सतह के साथ घुमाने से, पूरी राहत धीरे-धीरे वांछित ऊंचाई तक खिसक जाती है। चित्र में. 7 एक चांदी की घाटी को दर्शाता है, जिस पर राहत हुक द्वारा उठाई गई है।
शाफ़्ट अलग तरह से काम करता है. इसे गैर-कार्यशील सिरे से कुर्सी के वाइस में जकड़ दिया जाता है, और बर्तन को हाथ में पकड़ लिया जाता है (चित्र 8); फिर बर्तन के अंदर रैचेट के कार्यशील सिरे को उस क्षेत्र पर इंगित करें जिसकी राहत को ऊपर उठाने (खटखटाने) की आवश्यकता है, और रैचेट रॉड पर हथौड़े से जोर से प्रहार करें। यह कंपन करता है और पर्याप्त लोचदार बल के साथ प्रहार करता है, जिससे राहत मिलती है। हुक और शाफ़्ट के साथ काम करने के लिए बहुत अधिक कौशल की आवश्यकता होती है। संकीर्ण गर्दन वाले जहाजों पर राहत को हथौड़े से निकालना विशेष रूप से कठिन होता है, जिसके माध्यम से यह देखना असंभव है कि शाफ़्ट या हुक का उद्देश्य कहाँ हमला करना है। इस मामले में, कार्य स्पर्श द्वारा किया जाता है। कार्य को केवल परिणामों द्वारा नियंत्रित किया जाता है, प्रत्येक झटके के बाद, बाहर से बर्तन की सतह पर प्राप्त राहत से, और शाफ़्ट को स्थानांतरित किया जाता है, यह इस पर निर्भर करता है कि पिछले झटके पर शाफ़्ट को सही ढंग से रखा गया था या गलत तरीके से।
यदि त्रि-आयामी वस्तु पर राहत कम होनी चाहिए, तो इसे एक विमान (विकास पर) पर बनाने की सलाह दी जाती है, और फिर इसे वस्तु के आकार में मोड़कर माउंट करें। ऐसा करने के लिए, राहत को सामान्य तरीके से ढाला जाता है, और फिर सावधानी से हाथ से या लकड़ी के हथौड़े से हल्के से थपथपाकर मोड़ा जाता है। निम्नलिखित प्रकार के उभरे हुए कार्यों को प्रतिष्ठित किया जा सकता है, जो उनकी तकनीक में भिन्न हैं और एक अलग कलात्मक प्रभाव देते हैं।
उपभोग्य सामग्रियों से बने समतलीय (द्वि-आयामी) उभरे हुए कार्य। खर्च आगे और पीछे दोनों तरफ किया जा सकता है. पहले मामले में, उत्पाद कुछ हद तक उत्कीर्ण उत्पादों से मिलते जुलते हैं। समकालीन कलाकार अक्सर अंदर-बाहर पैटर्न का उपयोग करते हैं (चित्र 9)।
पृष्ठभूमि में छेद या आरी काटने के साथ उपभोग। यह एक बहुत ही सरल और एक ही समय में कलात्मक धातु प्रसंस्करण का प्रभावी प्रकार है, जो प्रकाश, ओपनवर्क धातु फीता बनाता है। रूसी सजावटी कला में लोहे, तांबे, चांदी और सोने से बने कई उदाहरण हैं (चित्र 10)।

चावल। 8. उत्पाद को शाफ़्ट से संसाधित करना

चावल। 9. हथौड़ायुक्त बर्तन (तांबा)

चावल। 10. विस्तारित तांबा
बिना पैटर्न वाला सिक्का (आलंकारिक नहीं)। बनावट को फुलाना, बोबोश्निक या पैटर्नयुक्त एम्बॉसिंग से भरना।
पृष्ठभूमि को कम करने के साथ व्यय. यह एक ऐसी तकनीक है जो अतीत में व्यापक थी। आभूषणों और विभिन्न सजावटी वस्तुओं के लिए उपयोग किया जाता है।
रिवर्स साइड से हल्के रिलीफ नॉकआउट के साथ उपभोग्य। इस मामले में चित्र एक नीरस रेखा से नहीं, बल्कि सजीव रेखा से बनाया जाता है, जैसे एक कुशल ड्राफ्ट्समैन पेंसिल से चित्र बनाता है - कभी हल्के से, कभी बड़े पैमाने पर और व्यापक रूप से। इस स्थिति में, रेखा या तो घनी और निरंतर हो जाती है, या अलग-अलग त्वरित स्ट्रोक में बदल जाती है।
अलग-अलग ऊंचाई और विस्तार की डिग्री की पूर्ण राहत प्रसंस्करण के साथ राहत उभार।
शीट एल्यूमीनियम, लोहे और तांबे से बड़े सामान्यीकृत सजावटी राहतों को पीसने के बिना पीछा करना एक आधुनिक तकनीक है (चित्र 11)।
मूर्तिकला प्रकार के त्रि-आयामी उत्पादों की ढलाई (चित्र 12)।
आधुनिक परिस्थितियों में, कलाकार विभिन्न सजावटी वस्तुओं - व्यंजन, फूलदान, दीवार प्लेट, पैनल, आदि के साथ-साथ आभूषणों - कंगन, छाती की सजावट, बेल्ट बकल, पेंडेंट, आदि को संसाधित करने के लिए एम्बॉसिंग का उपयोग करते हैं।
ढलाई, या कवच द्वारा ढलाई
कास्टिंग एम्बॉसिंग या ओब्रोन का उपयोग उन मामलों में किया जाता है जहां विशेष रूप से स्पष्ट और सटीक ढाला हुआ रूप प्राप्त करना आवश्यक होता है। वे मुख्य रूप से मिट्टी के सांचों में ढलाई करके ढलाई ढालते हैं।


चावल। 12. कप "मुर्गा" XV सदी। जर्मनी आधुनिक कार्य
आधुनिक, नए प्रकार की कास्टिंग (चिल कास्टिंग, सटीक कास्टिंग) एम्बॉसिंग से परेशान नहीं होती हैं, क्योंकि कास्टिंग बहुत सटीक और स्पष्ट होती है।
एम्बॉसिंग कास्टिंग के लिए उपकरण और डिवाइस लगभग शीट एम्बॉसिंग के समान ही हैं, हुक और रैचेट के अपवाद के साथ, जिनका उपयोग यहां नहीं किया जाता है। एकमात्र अंतर सिक्कों के कामकाजी सिरों के सख्त सख्त होने में है, खासकर जब कच्चा लोहा और कच्चा पीतल, साथ ही कुछ कांस्य और सिलुमिन की ढलाई की जाती है।
ढलाई के दौरान ढलाई को सुरक्षित करने के लिए भी राल का उपयोग किया जाता है। फ्लैट ढलाई को बक्सों या बोर्डों पर रखा जाता है, छोटे वॉल्यूमेट्रिक भागों को केतली पर ढाला जाता है। छोटे गहने (पदक, सजावट) रसिन से जुड़े होते हैं।
बड़े हिस्से को एक वाइस में रखा जाता है, जबकि नीचे। स्पंज को शीट लीड या लकड़ी के स्पेसर के नीचे रखा जाता है ताकि कास्टिंग की सतह को नुकसान न पहुंचे। ढलाई को बहुत सावधानी से एक वाइस में जकड़ना चाहिए ताकि उसका आकार कुचल न जाए, विशेष रूप से खोखली और पतली दीवारों वाली, जिन्हें लापरवाही से संभालने पर आसानी से झुर्रियां पड़ जाती हैं और दरारें बन जाती हैं।
बहुत बड़ी, भारी और भारी ढलाई कार्यस्थल पर या सीधे कार्यशाला के फर्श पर की जाती है (उदाहरण के लिए, कांस्य स्मारक)। ढलाई की जाने वाली ढलाई को पहले ब्रशिंग मशीनों या मैन्युअल रूप से उपयोग करके मोल्डिंग रेत से साफ किया जाता है। फिर इसे गहरे लाल रंग की गर्मी में रखा जाता है, ब्लीच किया जाता है, धोया जाता है और सुखाया जाता है। एनील्ड भागों को ढालना आसान होता है, लेकिन एनीलिंग के बिना भी ढाला जा सकता है।
कास्टिंग की एम्बॉसिंग स्प्रू के निशान को हटाने के साथ शुरू होती है। यदि स्प्रू को उत्पाद के अंदर या पीछे की ओर सही ढंग से रखा गया था, तो इसके निशानों को एक फ़ाइल के साथ दाखिल करके और सील करके आसानी से हटाया जा सकता है। लेकिन कुछ मामलों में, उत्पाद के सामने की ओर स्प्रू के निशान दिखाई देते हैं; फिर, सबसे पहले, अतिरिक्त धातु को आरी या छेनी से सावधानीपूर्वक काट दिया जाता है और उचित रूप से चयनित सिक्कों का उपयोग करके आकार ढाला जाता है। कभी-कभी, यदि स्प्रू को असफल रूप से रखा गया था, तो आपको राहत को काटना होगा या आभूषण के लापता तत्वों को पुन: उत्पन्न करना होगा। गांठ के सांचों में की गई ढलाई पर, कम या ज्यादा ध्यान देने योग्य चमक हमेशा बनी रहती है; टुकड़ों के जोड़ों पर, इसे भी काट दिया जाता है और ढक दिया जाता है।
जटिल आकृतियों की खोखली ढलाई में अक्सर छड़ के निशान से छेद होते हैं। ऐसे छेदों को ड्रिल किया जाता है, धागों पर बने बेलनाकार छेदों में प्लग डाले जाते हैं और सील लगा दिया जाता है। प्लग को उसी सामग्री से मशीनीकृत किया जाता है जिससे कास्टिंग की गई थी। इस उद्देश्य के लिए बड़े स्प्रूज़ (या विशेष रूप से ढाले गए बेलनाकार रिक्त स्थान) का उपयोग करना सबसे अच्छा है। समान सामग्री से बने कॉर्क, सील करने और तैयार होने के बाद, पूरी तरह से अदृश्य हो जाते हैं।
ढलाई करते समय, कास्टिंग दोषों को ठीक करना अक्सर आवश्यक होता है: गोले, गैर-कास्टिंग, साथ ही बिल्ड-अप, फ्लैश और अन्य दोष जो या तो फ्लास्क के विरूपण से प्राप्त होते हैं, या मिट्टी के सांचे के झड़ने से, या सांचे डालते समय धातु जेट के प्रभाव और क्षरण से गड्ढों के स्थान पर। इन मामलों में, कास्टिंग पर ध्यान देने योग्य उभार होते हैं। उन्हें भी सावधानी से काटा जाता है (ताकि मुख्य आकार पर कब्जा न हो जाए) और सील कर दिया जाता है। सबसे पहले, बड़े दानों वाले खुरदरे सिक्कों का उपयोग दोष को कसने या समतल करने के लिए किया जाता है, मूल आकार को बहाल किया जाता है, और फिर इसे संपूर्ण राहत की प्रकृति और बनावट के आधार पर और लेखक के अनुसार चिकने या मैट सिक्कों के साथ समाप्त किया जाता है। (मूर्तिकार की) योजना.
ढलाई की अंतिम ढलाई के दौरान, जो चित्रित किया गया है उसके चरित्र को सर्वोत्तम रूप से व्यक्त करने के लिए प्रहार के आकार और उसकी बनावट के अनुसार टकसालों का चयन बहुत सावधानी से करना आवश्यक है: फलों का रस या पंखुड़ियों की कोमलता और फूलों की शोभा, कपड़े की सिलवटों की कोमलता और फर का फुलानापन, या, इसके विपरीत, पत्थर के किनारों की कठोरता और कठोरता, लोच और धातु की चमक, आदि। इस उद्देश्य के लिए, विभिन्न उभारों के अलावा, चिकनी, पॉलिश सतहों को प्राप्त करने के लिए फाइलों, खांचे और सुई फाइलों का उपयोग किया जाता है, साथ ही स्क्रेपर्स और ब्लूड का भी उपयोग किया जाता है।
चित्र में. 13 मॉस्को क्रेमलिन के असेम्प्शन कैथेड्रल से कांस्य जाली का एक टुकड़ा दिखाता है, जो सिक्का बनाने और ढलाई के उच्च कौशल का एक उदाहरण है।
वर्तमान में, जब कलात्मक कास्टिंग को उभारा और खत्म किया जाता है, तो विभिन्न स्टील और अपघर्षक रोलर्स के सेट के साथ ड्रिल (लचीली नली के साथ) का व्यापक रूप से उपयोग किया जाता है, जो कास्टिंग के प्रसंस्करण और परिष्करण के काम को बहुत सुविधाजनक बनाता है। कटर का उपयोग करके आप विभिन्न बिल्ड-अप, बिल्ड-अप और स्प्रूज़ के निशान को आसानी से हटा सकते हैं; साथ ही, सतह को एक विविध बनावट दी जाती है, जिसे उभारकर प्राप्त नहीं किया जा सकता है।
सतत, एकसमान, मैट, मखमली सतह प्राप्त करने के लिए, विभिन्न रेत के कणों के आकार के साथ सैंडब्लास्टिंग का उपयोग किया जाता है। मोटी रेत सुंदर खुरदुरी फिनिश पैदा करती है; महीन रेत सतह को बेहतरीन मैट मखमली प्रदान करती है।
बड़ी स्मारकीय ढलाई करते समय, हाथ के औजारों के अलावा, वायवीय हथौड़ों का व्यापक रूप से उपयोग किया जाता है। हथौड़े संपीड़ित हवा द्वारा संचालित होते हैं, जो स्वचालित रूप से हथौड़े की ऊपरी और निचली गुहा में बारी-बारी से आपूर्ति की जाती है और प्लंजर को बलपूर्वक घुमाती है। हथौड़े विभिन्न प्रकार के होते हैं, जो उनकी विशेषताओं (वजन, आकार, प्रति मिनट स्ट्रोक की संख्या, स्ट्रोक की लंबाई, आदि) में भिन्न होते हैं। मौजूदा हथौड़ा डिज़ाइन वीएचटी उपकरणों के त्वरित और आसान प्रतिस्थापन की अनुमति देते हैं। काम करने वाले उपकरण - छेनी, क्रॉस-कटर या हथौड़े - को एक विशेष टांग का उपयोग करके हथौड़ा बैरल में दबाए गए एक्सल बॉक्स में डाला जाता है। वायवीय हथौड़ों का उपयोग विभिन्न प्रारंभिक कार्यों को करने के लिए किया जाता है - स्प्रूस और बिल्ड-अप को काटना, गोले को कसना, साथ ही खुरदुरी बनावट लगाना आदि।

चावल। 13. मॉस्को क्रेमलिन के असेम्प्शन कैथेड्रल से कांस्य का पीछा किया गया जाली (टुकड़ा)
भारी कास्टिंग को उठाने और ले जाने के लिए, ओवरहेड और स्लीविंग क्रेन, होइस्ट आदि का उपयोग किया जाता है। हाइड्रोलिक मॉनिटर (पानी का एक जेट) का उपयोग करके बड़ी कास्टिंग को मोल्डिंग मिट्टी से साफ किया जाता है।