P. N. ARNAUTOV, M. Y. VARNAKOV STB เครื่องทอผ้าอัตโนมัติ (อุปกรณ์ การซ่อมแซมและบำรุงรักษา) นักวิทยาศาสตร์ที่ได้รับอนุมัติ)! โดยสภาแห่งรัฐ20 คณะกรรมการคณะรัฐมนตรีของสหภาพโซเวียตด้านการศึกษาสายอาชีพและเทคนิคเป็นตำราเรียนสำหรับสถาบันการศึกษาสายอาชีพและเทคนิค "มอสโก" อุตสาหกรรมเบา" 2516: :: , . , r ry "i, 1 S rh-:, . " \ ИF.itl " ",:У< .. . ,. ,_ {". ".. "\" . i. ... .n. .1 -:. ." i. .... 1.. -.; ._" .... .....
rлава I
ПРОЦЕСС ОБРАЗОВАНИЯ ТКАНИ. ОБЩЕЕ УстройСТВО СТАНКОВ СТБ
1. ОБРАЗОВАНИЕ ТКАНИ НА ТКАЦКОМ СТАНКЕ
Назначение ткацких станков
соединсние в определенном по- рядке, соответствующем рисунку переплетения, нитей основы и утка, т. е. выработка из этих нитей ткани. Нити основы располаrаются в ткани вдоль нее, а нити утка
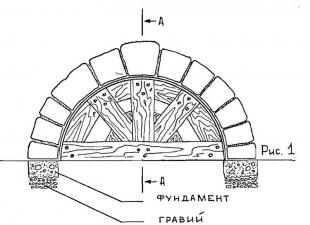
поперек. Места на поверхности ткани, [де нити основы перекры- вают нити утка (лежат на уточных нитях), называются основными перекрытиями; места, [де нити утка перекрывают нити основы (ле- жат на основных нитях), называются уточными псрекрытиями. В процессе переплетения нити основы оrибают нити утка и пе- реходят с одной стороны ткани на друrую. Каждому основному перекрытию на одной стороне ткани соответствует уточное пере- -крытие на друrой ее стороне. В любой ткани основные и уточные перекрытия чередуются в определенном порядке, образуя тот или ИНОЙ рисунок переплетения. Образование ткани на автоматичеСJ\ИХ станках СТБ аналоrично образованию ее на челночных станках: сохраняется обычный по- рядок операций процесса образования ткани (раскрытие зева, про- кладывание одной уточной нити, закрытие зева, прибоЙ уточной нити к опушке ткани, вновь раскрытие зева и т. д.). В приrотовительном отдсле ткацкоrо производства на навой наматывается определенное число основных нитей необходимой длины (соrласно техническому расчету для ткани данноrо вида). Навой 1 (рис. 1) с основой помещают в задней нижнеЙ части стан- ка СТБ. Сматываемые с навоя основные нити 2 оrибают скало 3 и принимают rорИЗОJlтальное положение. Далее нити проходят над подскальной трубоЙ 4, через ламели 5 основонаблюдателя, J"алева ремизных рамок б и бердо 7, которое закреплено винтами в пазу бруса батана 8. 4
При перемещении одних ремизок вверх, а друrих вниз между l"руппами нитей основы образуется пространство, называемое зе- вом, в который из уточной боевой коробки по направляющей rpe- бенке 9 прокладчиком утка прокладывается уточная нить и бердом прибивается к опушке ткани. После прибивания уточной нити об- разуется новый зев. В Hero вводится новая уточная нить, и весь процесс образования ткани повторяется.
ч " 2
а l 1
ч
л j
11
1
"
Рис. 1. Схема заправки станка СТБ, "! J "1
Наработанная ткань проходит опору 10 опушки ткани и, оrи- бая rрудницу 11, вальян 12, прижимной валик 13 и отжимной ва- лик 14, навивается на товарный валик 15. При выработке тяжелых тканей, требующих более жесткоrо прибоя, схему заправки можно изменить (см. варианты 1 и II на рис. 1). Основной особенностыо станков СТБ (в том, что касается обра- зования ткани) является прокладывание утка в зеве малоrабарит- ными прокладчиками утка. Все механизмы, участвующие в прокладывании уточной нити в зев, действуют соrласованно, блаrодаря чему она от начала про- кладьшания ее в зев и до прибоя к опушке ткани управляема, т. е. все время находится под действием механизмов, создающих опре- деленное натяжение. Уточная нить зарабатывается в ткань отрез- ками, которые захватываются с двух сторон у кромок ткани ните- уловителями, и обрезаются ножницами. Концы нити закладываются
5
"1 , "
в следующиЙ зсв КрЮЧКО
1 Щ)()l\1кообразующеrо
Iсхаllизма. В ре- :,ультате получается хорошая по структуре ткань с нормальноЙ кромкой. Ткани, выработанные на ткацком станке, называются суро- выми. Их вырабатывают из пряжи и нитей чрезвычайно разнооб- разных видов. В зависимости от вида сырья ткани разделяют на шерстяные, ХЛОIlчатоБУ!llаЖIlые, шелковые и т. д. Каждая ткань обозначается артикулом. По нему в заправоч
ных расчетах l\IOЖI!О определить параыетры, необходимые для вы- работки данной ТЕаlШ на ТЕацкоы станке. В заправочных расчетах УЕазывают ширнну ткани, ПЛОТНQСТЬ ТЕани но основе и утку, тол- щину основной!I уточной нити В тексах (номер), количество нитей основы в ткани, число ремизок!I вид переплетения ТЕани, а такж:е номер и число зубьев в берде,
2. КЛАССИФИКАЦИЯ СТАНКОВ СТБ В текстильной промышленности при меняют станки СТБ раз
личных типоразмеров (например, станки СТБ-2-330ШЛ). Буквы СТБ в марке станка означают «стаНОЕ ткаЦl<ИЙ бесчелночный». Следующая за буквами однозначная цифра указывает на lшличе- ство цветов утка. Если однозначноЙ цифры нет, то стаНОЕ одно- уточный. Трехзначное число соответствует максимальной занра- вочной ширине станка по берду в сантиметрах, а буквы ШЛ показывают, что станок предназначен для выработки шелковых тканей. Станки СТБ всех типов имеют принципиально одинаковую кон- струкцию. Однако есть и некоторые отличия. Так, в связи с неоди- наковой заправочной шириной конструкция некоторых деталей различна. По этой же причине различны и цикловые диаrраммы. В зависимости от конструкции механизмов и по друrим призна- кам ткацкие станки СТБ подразделяют следующим образом: узкие Il широкие в зависимости от рабочей ширины станка (за- правки по берду). Станки с заправочноЙ шириной 175 и 216 см, работающие по одной и той же цикловой диаrрамме, относятся к узким станкам. Станки с заправочной шириной 250 и 330 см, pa
ботающие по друrой цикловой диаrрамме, относятся к широким станкам; для выработки одноцветноЙ ткани Il с двухцветным уточ IIЫМ прибором; однополотеШlые и ДВУХIlОJIотенные в зависимости от ](ОJlИ"lсства вырабатываемых полотен. Кроме Toro, с установкой ДОПOJIIIIIТСЛЬ
Horo среднеrо кромкообразующеrо механизма на станках СТl)
2-ЗЗО можно выработать ткань и в три полотна; при наличин псрсвивоч- Horo устройства возможна выработка шести полотсн. IIa станках СТБ
175 и СТБ
2- 175 вырабатывают ткани в одно IЮ,JЮТIIО. На станках СТБ-216 и СТБ
2
216 можно вырабаТ1>ครั้งที่สอง! "9 JI ektric h sko J" เกี่ยวกับ ACTIONS กลไกนี้ใช้เพื่อตรวจสอบการแตกหักของเธรดหลักและหากเกิดการแตกหักจะหยุดเครื่อง ซึ่งจะช่วยป้องกันการผลิตเนื้อเยื่อด้วย minokal\1I (ฝาแฝด) กลไกนี้ใช้ลาเมลลาประเภท OTKpbIToro ตกลงกันไว้เถอะ อุปกรณ์ปอกถูกออกแบบมาเพื่อยึดผ้าที่ผลิตตามความกว้างของไส้ที่ขอบของผ้าแต่ละชิ้น เครื่องจักร STB มีการติดตั้งเชือกส่วนต่าง กลไกการขึ้นรูปขอบ 10 1/1 ประกอบด้วยอุปกรณ์ตั้งศูนย์ กรรไกร เข็ม และตัวควบคุมขอบ กลไกนี้ติดตั้งอยู่ที่กล่องต่อสู้ด้านรับและพุ่ง เมื่อทำงานในสองเว็บขึ้นไป ให้ติดตั้งตัวสร้างขอบกลาง หนึ่งอันสำหรับ ใยสองเส้น ด้ายพุ่งที่โยนข้ามความกว้างทั้งหมดของไส้จะถูกจับจากด้านข้างของขอบแต่ละด้านของตัวดักด้ายแล้วตัดแล้วนำกกมาที่ขอบผ้าแล้วตอกตะปูด้วยการก่อตัวของโรงถัดไป ปลายด้ายพุ่งถูกสอดเข้าไปในโรงของขอบก่อนและร่วมกับด้ายถัดไปก็ตอกตะปูไปที่ขอบส่งผลให้ได้ขอบที่แข็งแรง C o l o r กลไกการเปลี่ยน กลไกใช้กับเครื่องจักร สำหรับการผลิตผ้าที่แตกต่างกันรวมถึงผ้าสีเดียวที่มีด้ายพุ่งที่มีความหนาไม่เท่ากันการใช้กลไกนี้ช่วยให้คุณสามารถขยายช่วงของผ้าที่ผลิตด้วยเครื่อง STB ได้อย่างมาก แสดงในรูปที่. 2.กลไกของเครื่องรับการเคลื่อนไหวจากมอเตอร์ไฟฟ้าแต่ละตัว 1 ซึ่งอยู่ที่ส่วนล่างของโครงด้านขวาของเครื่อง ผ่านการส่งผ่านสายพาน V จากมอเตอร์ไฟฟ้า การเคลื่อนไหวจะถูกส่งไปยังรอกคลัตช์สองตัว 2 ซึ่งเมื่อกดแล้ว จะหมุนเกียร์หลัก 3 จาก I10СJI ผ่านลูกเบี้ยว 4 และคันโยกสองแขน 5 การเคลื่อนไหวจะได้รับ โดยเพลาดรัม 6 ซึ่งผ่านขากรรไกร JJO 7 ทำให้ดรัม 8 แกว่ง ปลายด้านซ้ายของเพลา 3 ติดตั้งอยู่ในกล่องต่อสู้ ผ่านเดือยเกียร์ 9, 10 และ 11 (แต่ละฟัน 36 ซี่) การเคลื่อนไหวจะถูกส่งไปยังเพลาลูกเบี้ยว 12 ซึ่ง<реплены кулачки 13 и 14; носледние в свою очередь передают движение ряду механизмов боевой коробки. 10
j
Через конические шестерни 15 н 16 (по
i6 зуб. каждая) движе- ние от rлавноrо вала получает поперечный вал 17, на шлицах 1<0- Toporo укреплены трехпазовый кулачок 18 и кулачок 19 боевоrо механизма, служащиЙ для закручивания торсионноrо вала. От поперечноrо вала 17 через цилиндрические шестерни 20 (50 зуб.), 21 (49 зуб.) и 22 (25 зуб.) движение передастся валику 23. Через ЦИJIиндрические шсстС"рни 24 (нн ЭТО1\1 валике) !! 25, звез- дочку и цепную передачу ПрИВОДИТС\1 в движение транспортер. BaJI 17 посреДСТНО1\l IШШЩ"13 соединсн с концевоЙ частью 26, на конце I\ОТОрОЙ YKpellJJelliJ:шсздочка 27 (28 зуб.), 3ве,щочка через
Рис. 2. Схема псредачи ДIJНЖС!lИЯ ысхаl!lIзмам станк"а СТБ
цепь 28 соединена со звездочкой 29 (28 зуб,) продольноrо ва- лика 30. На передний конец валика 30 насажен двухзаходный червяк 31, приводящий в движение червячную шестерню 32 (60 зуб.) това р- Horo реrулятора, передающеrо движение вальяну. Через звездочку 33 (17 зуб.), цепь 84 и звездочку 85 (28 зуб.) движение передается товарному валику. Через звездочку 36 (15 зуб.), цепь 37, звез
дочку 88 (60 зуб.) и мальтийский крест 39 движение получает кар- тон механизма смены цвета. Посредством звездочки 40 (28 зуб.) и цепи 41 движение пере- дается приводу эксцентриков зевообразоватеJIЫIOI"О механизма. От валика 80 движение нолучает червяч!!ая шестерня 42 основ- HOI"O реrулятора. В передаче движения механизмам станка используются все виды механических передач: фрикционные, ременные и цепные, зубчатые, червячные и кулачковые.
Фрикционная передача состоит из двух дисков, прижимаемых один к друrому. При вращении ОДНОI"О из них блаrодаря возни- кающей силе трения приходит в движение друrой. Сила сжатия. 11
может быть по величине постоянной или переменной, изменяю- щейся автоматически. ПО сравнению с друrими фрикционные!i" передачи имеют ряд достоинств: они просты и дешевы, бесшумны в работе. К их недостаткам следует отнести непостоянстВО переда- точноrо числа, связанное со скольжением, необходимость специаль- ных нажимных устройств!"! Материал, из KOToporo изrотовляют диски, должен характеризо
аться высокоЙ износостойкостью и воз- можно более высоким коэффициентом трения. На станках
ТБ, rде фрикционные передачи применяются в механизме привода, наборном механизме и основном реrуляторе между ведущим и ве- :домым дисками, таким материалом является медно-асбестовая прокладка, обладающая высоким коэффициентом трения. Ременная передача также осуществляется блаrодаря трению. Бесконечный ремень надет на ведущиЙ и ведомыЙ шкивы с натя- жением. В зависимости от формы поперечноrо сечения ремня раз- Шlчают передачи плоскоременные, клиноременные и круrлоремен- ные. К их достоинствам относятся простота ухода, нлавность хода и бесшумность. Основные недостатки следующие: некоторое неl10- стоянство передаточноrо числа вследствие скольжения ремня, ма- лая долrовечность ремней при высоких скоростях, необходимость предохранения от попадания на ремень масла. На станках СТБ клиноременная передача применяется только в приводе станка, при передаче движения от электродвиrателя к rлавному валу че- рез фрикционные шкивы. Более широко используется на станках СТБ цепная передача, которая в простейшем случае состоит из двух звездочек, сидящих на параллельных валах и связанных бесконечной цепью. Цепь со- стоит из соединенных шарнирами звеньев, которые обеспечивают «rибкость» (подвижность) цепи. Цепные передачи имеют также натяжное устройство и оrраждения. Основными достоинствами цепных передач являются малые rабаритные размеры по сравне- нию с ременными передачами, меньшая наrрузка на валы. К недо- статкам цепных передач относятся: вытяrивание цепи вследствие износа в шарнирах; необходимость тщательноrо монтажа и ухода; некоторая неравномерность хода передачи, особенно при малых числах зубьев звездочки и большом шаrе. На станках СТБ цепная передача осуществлнется в основном с левой стороны станка при передаче движения от поперечноrо вала к продольному и от по- следнеrо к механизму смены цвета и приводу эксцентриков зево- образовательноrо механизма, Зубчатая передача состоит из двух колес, на поверхности кото- рых чередуются впадины и выступы
зубья. Чаще Bcero зубчатая передача служит для передачи вращательноrо движения, но иноrда ее используют и как механизм для преобразования вращатель- Horo движения n поступательное (передача шестерня -:--- зубчатая рейка) . Достоинствами зубчатых передач являются постоянство переда- точноrо числа, надежность и долrовечность работы, комтштность, незначительные давления па Балы и опоры. К НСДОСТC:lткам Ulедует
12
отнести необходиыость БЫСОКОЙ точност]\ IIХ IвrОТОI3 แคลมป์ IO 11 KPOIIIIITci"1II0B. Pal\II, 1 ยืนอยู่ที่ส่วนล่าง lIeelOT lalJl\11 พร้อมรูสำหรับ Pj)IlJ (วางเครื่องลงบนพื้นโดยใช้แผ่นสักหลาด ส่วนส่วนหลังช่วยให้คุณทำให้ SHUl\1 อ่อนลงในระหว่าง การทำงานของเครื่องจักร กลไกทั้งหมดที่ติดตั้งบนโครงกล่อง C"lIIZI รับการเคลื่อนที่จากเพลาหลักของเครื่องจักร บนเครื่อง STB ทุกประเภท เพลาหลักสามารถถอดออกได้ ประกอบด้วยหลายส่วนเชื่อมต่อกันด้วยคัปปลิ้ง จำนวนส่วน ขึ้นอยู่กับความกว้างของเครื่องจักร บนเครื่องแคบ STB 2-175 และ STB 2:216 เพลาหลักประกอบด้วยห้าส่วน และบน STB-2-250 และ STB-2-330 กว้างเจ็ดส่วน บนเพลาหลัก มีกลไกและชุดประกอบหลายอย่าง: ทางด้านซ้ายมีกลไกการล็อคแบบลูกกลิ้ง, กล่องต่อสู้และกล่องดรัม, ทางด้านขวามีกล่องรับ, กลไกเบรกของเครื่องจักรและกลไกคลัตช์เสียดสี ผ่าน ลูกเบี้ยวและคันโยกสองแขน เพลาหลักส่งการเคลื่อนไหวไปยังเพลาดรัม และผ่านเฟืองขวางทรงกรวยซึ่งติดตั้งลูกเบี้ยวร่องและลูกเบี้ยวต่อสู้ จากปลายด้านซ้ายของเพลาหลักที่ติดตั้งอยู่ในกล่องต่อสู้ผ่านสามเกียร์การเคลื่อนไหวจะถูกส่งไปยังเพลาลูกเบี้ยวซึ่งประกอบด้วยหลายส่วนด้วย แต่จำนวนไม่ได้ขึ้นอยู่กับความกว้างของเครื่องจักร แต่บน จำนวนใบมีดที่ผลิตได้ ลูกเบี้ยวจะติดอยู่กับร่องของเพลาลูกเบี้ยว ซึ่งจะส่งการเคลื่อนที่ไปยังแคลมป์ตัวกลับพุ่ง ตัวควบคุมด้านซ้าย ตัวคืนเส้นพุ่ง กรรไกร ยกเว้นกลไกการขึ้นรูป ตัวกลับตัวแทรกพุ่ง และตัวเรียงเส้นพุ่งบนสายพานลำเลียง เครื่องเปิดตัวแทรกพุ่ง, ปะเก็นพุ่ง, ตัวควบคุม 3. พื้นหลังของเครื่อง STB 14 posa,ll,lШ ปะเก็นJ\OI3 YTJ(a n UNDERIZHNOl\IУ TORl\lRAM IIROI\."IADCHJlKOV พุ่ง เพื่อหลีกเลี่ยงการละเมิด TO "IIІІ"О INTERACTION l\IсhaШIJl\IOВ ของ เครื่องจักร จำเป็นในระหว่างการติดตั้งและการติดตั้งทำให้แน่ใจได้ว่าร่องของเพลาและเฟืองจะเข้ากันอย่างถูกต้อง ด้วยเหตุนี้ เพลา เฟือง และลูกเบี้ยวทั้งหมดของเครื่องจักรจะมีเครื่องหมายศูนย์ ระหว่างการประกอบ เครื่องหมายศูนย์ของหนึ่งในนั้น ชิ้นส่วนที่เชื่อมต่อจะรวมกับเครื่องหมายศูนย์ของอีกส่วนหนึ่ง \ กลไกการยึดคลัตช์และกลไกการยึดของอุปกรณ์ระหว่างการทำงานของกลไกสวิตช์ กลไกขับเคลื่อน รับการเคลื่อนไหวจากมอเตอร์ไฟฟ้า 1 (รูปที่ 4, a) พลังของไฟฟ้า มอเตอร์ 1.7 kW จำนวน 10 รอบต่อนาทีสำหรับเครื่องจักร UZJSHH 1440 สำหรับ llShroKNH 960 IIa บนเพลามอเตอร์ไฟฟ้ามีรอกสี่ซี่โครง ระบบส่งกำลัง DJJN Ishi!Jurishnaya เชื่อมต่อกับรอกหมุนได้อย่างอิสระ หากต้องการเริ่มการทำงานของ ELE "ktrodvir"ateJIN เครื่องจะมีกลไกการสลับมาให้ ตลอดความกว้างทั้งหมดของเครื่องทอผ้า ใต้เหมือง J "มีก้านสตาร์ท 2 ติดที่จับสตาร์ท 3 ไว้ จำนวนชิ้นส่วน I\OTHER คือ 2 4 ขึ้นอยู่กับความกว้างของเครื่องจักร จำนวนนี้ ที่จับช่วยให้ช่างทอสามารถรักษาเครื่องทอผ้าที่มีความกว้างได้ง่ายขึ้นเนื่องจากจะช่วยลดการเปลี่ยนที่ไม่จำเป็น ทางด้านขวาของแกนสตาร์ท 2 จะมีการติดตั้งก้าน 5 ด้วยข้อต่อบานพับ 4 เพื่อให้เกิดความเยื้องศูนย์ 10 มม. ระหว่าง แกนการหมุนของแกนและแกนของข้อต่อบานพับ ในส่วนตรงกลางรอก b จะติดอยู่กับรอก 5 ซึ่งอยู่ในตำแหน่งที่ไม่ทำงานของเครื่องวางอยู่กับสตาร์ทเตอร์ 7 ปลายล่างของรอกนั้นเชื่อมต่อแบบเดือยกับคันโยก 8 และส่วนหลัง (เช่นกัน โดยหมุนรอบ) ถึงสองแผ่น 9 และคันโยกล็อค 10 บานพับของคันโยก 10 ตั้งอยู่ภายใต้อิทธิพลของสปริง 11 คันล็อคเชื่อมต่อกับแถบล็อค 12 ซึ่งติดตั้งอย่างอิสระบนแกนคงที่ แท่งที่มีส่วนที่ยื่นออกมาสามารถ BXO พอดีกับการเชื่อมต่อกับหมุดล็อค 13 ซึ่งติดตั้งที่ปลายเพลาตัวควบคุม 14 เหนือไหล่ซ้ายของคันโยก 8 มีลูกกลิ้ง 15 ติดด้วยสลักเกลียว I\ เข้ากับโครงเครื่อง หากต้องการเปิดมอเตอร์ไฟฟ้า คุณจะต้องดึงที่จับสตาร์ทอันใดอันหนึ่งเข้าหาตัวคุณ จากนั้นแกน 5 b เนื่องจากความเยื้องศูนย์ระหว่างแกนการหมุนของขา 2 และแกนของข้อต่อที่ประกบกัน จะเพิ่มขึ้นพร้อมกับเคลื่อนที่ออกไปพร้อมกับ OLNIK01\l b จากสตาร์ทเตอร์ 7 เป็นผลให้มอเตอร์ไฟฟ้าเริ่มทำงานโดยหมุนรอกที่ติดตั้งอยู่บนข้อต่ออย่างอิสระ เมื่อยกรอก 5 คันโยก 8 จะเลื่อนขึ้น ปลายด้านซ้ายของ KOToporo จะพักพิงลูกกลิ้งรองรับ 15 ปลายอีกด้านของคันโยกเอาชนะความต้านทานของสปริง 11 จะเพิ่มขึ้นพร้อมกับคันโยกล็อค 10 และหมุนคันล็อค (ที่ 12. ตัวสุดท้าย "" yui"ยอด""S!<ОСОМ упрется " стопор "ЫЙ палси 1:1 " тем самым I 15
з
8
15 !I /23 21 ,. / / ,17 , / /
l" В
([,
б
б 1\ r J
" ,1 (: !
РIfС, 4. ПrlfВОД станка СТБ
16
1 }
rоеДИIlIlТ ыехаШ!ЗI\! В!\,1IОЧС"III1Н чер("
, вал!\О!!Т[ЮJJеров Со всеми G,lО!\dl\!И контролеров. у с т роЙ с т в о и р а б о т а м у Ф т ы с Ц е 11 JI е н и я. NlеханlIЗМ сцепления ыуфты осуществляет соединение свободно вращающихся шкивов 16 (рис. 4, а и б) с фрикционноЙ муфтоЙ 17, обеспечивая пуск и останов станка без останова электродвиrателя. Блаrодаря этому достиrаются следующие преимущества: ускоряется разrон rлав- Horo вала при пуске станка, вследствие чеrо скорость rлавноrо вала достиrает требуемой в течение более KopoTKoro промежутка времени; ускоряется останов станка при выключении, так как в этом случае нет нсобход!!мости затормаживать шК!!Вы и ротор эле!\тродвиrателя (в результате становится возможным пуск станка из положения заступа, так как именно в этом положении происходит останов станка при обрыве основноЙ нити). Муфта сцепления имеет следующее устройство. На rлавном валу 18 с помощью разрезной конусной втулки 19, опорноrо зубчатоrо фланца 20, натяжных шпилек и шпонки кре- пится муфта 17, к которой приклепаны две крестообразно распо- ложенные пластины 21. На концах этих пластин с обеих сторон наклепаны фрикционные пластинки 22. На муфту с обеих сторон пластинок 22 свободно надеты два шкива 16. Один из этих шки- вов поддерживается на наружной части муфты опорным зубчатым фланцем 20, друrой же удерживается на внутренней части муфты опорным фланцем 23, на который действуют концы трех пружин. Вместе с муфтой 17 на общей конусной втулке 19 закреплен тормозной шкив 24; последний, как и муфта, жестко соединен че- рез шпонку с rлавным валом 18. Во фланец > .23 มีหมุดสามอันวางอยู่ กำลังลอดผ่านเสามู่เล่เบรก หมุดเชื่อมต่อกับตัวเรือนของลูกปืนรองรับ 25 โดยนั่งบนเพลาหลักอย่างอิสระ ไปยังตลับลูกปืน 25 ภายใต้การกระทำของหมุด 26 ที่ผ่านตัวลูกปืน 27 หน้าแปลน 28 จะถูกบีบอัด หมุดเชื่อมต่อกับส้อม 29 ซึ่งจับจ้องอยู่ที่เพลาโค้ง 30 ซึ่งแกว่งได้อย่างอิสระในตลับลูกปืน ที่ส่วนท้ายของเพลา 30 จะถูกยึดด้วยสลักเกลียว 31 โดยสัมผัสกับคันโยก 8 การสตาร์ทเครื่องตามที่อธิบายไว้ข้างต้นเมื่อคุณหมุนที่จับสตาร์ทเข้าหาตัวคุณวงจรไฟฟ้าจะปิดและรอก 16 จะเริ่มหมุน เมื่อคุณ หมุนที่จับสตาร์ทออกจากคุณไปที่สลักเกลียวจำกัดของรอก 5 ตัวล่าง แขนซ้ายของคันโยก 8 ก็ลดระดับลงเช่นกัน และแขนขวายังคงไม่เคลื่อนไหวเนื่องจากการหมั้นของแท่ง 12 กับพิน 13 เมื่อเลื่อนลง คันโยก 8 กดบนหัวของสลักเกลียว 31 ซึ่งส่งผลให้เพลา 30 พร้อมกับส้อม 29 หมุน ในส้อมหมุด 26 เคลื่อนที่และกดบนหน้าแปลน 28 ซึ่งจะขยับตัวเรือนของ แบริ่งรองรับ 25 ภายใต้การกระทำของหลัง หมุดอื่น ๆ กดบนหน้าแปลนรองรับ 23 ซึ่ง!>II จะส่งการเคลื่อนที่ของส่วนปลายของรอกที่อยู่บนแกนภายในของข้อต่อ 17 แผ่นแรงเสียดทาน 22 หลังจากย้ายรอก 16 จะถูกยึดระหว่างรอกทั้งสองตัวและต่ำกว่า 2:;""", N", IBiIJ I J r. ไอบีแอล; :: ; : /// " 17 ฉัน"i1. O[ >> ;": ! ""хс"r J "-; .;;f") , : . -" """." เจ · ..... ...-...... "... . . deIlcTI3iel\! แรงเสียดทานของ SILLI จะเริ่มเพิ่มขึ้นพร้อมกับ SHIMI จาก BaJl หลักของเครื่อง การเคลื่อนไหวครั้งที่ 13 จะมา O s t a n o v s t a n k. เมื่อหมุนเพลาควบคุม 14 ในมุมที่กำหนดพิน 13 ซึ่งหมุนพร้อมกับเพลาจะถูกตัดการเชื่อมต่อจากแถบล็อค 12 ภายใต้การกระทำของสปริง 11 คันโยกล็อค 10 แขนขวาของคันโยก 8 และแขนซ้ายของจาน 9 ลดลง; ส่งผลให้วงจรไฟฟ้าเปิดขึ้นและมอเตอร์ไฟฟ้าถูกปิด เมื่อพิน 13 ถูกคั่นด้วยแถบ 12 แขนขวาของคันโยก 8 จะลดลงและแขนซ้ายจะถูกยกขึ้นโดยปล่อยโบลต์ของเพลาแยก 30 ในกรณีนี้ภายใต้การกระทำของสปริงที่วางอยู่ใน ฐานคลัตช์ 17 รอก 16 ถูกตัดการเชื่อมต่อและหลุดออกจากการเชื่อมต่อกับแผ่นเสียดสี 22 และ CTaHO หยุดภายใต้เบรกแอคชั่น สามารถหยุดเครื่องได้โดยการกดปุ่ม "หยุด" ผ่านแม่เหล็กไฟฟ้าของผู้สังเกตหลัก หรือโดยหมุนที่จับสตาร์ทเข้าหาตัวคุณ เมื่อเครื่องจักรหยุด รอก 5 จะลอยขึ้นจากที่จับสตาร์ทแล้วยกแขนซ้ายของคันโยก 8 ขึ้น ดังนั้นจึงปล่อยเพลาโค้ง 30 เพื่อให้รอกแยกออกจากแผ่นเสียดสีภายใต้การทำงานของสปริง แต่ในเวลาเดียวกัน วงจรไฟฟ้ายังคงเปิดอยู่ ดังนั้นเมื่อหมุนที่จับออกจากตัวคุณ เครื่องก็สามารถทำงานได้ N a l a D k a ฉัน k h a n ฉัน s m ov. เมื่อทำการปรับการทำงานของคลัตช์และกลไกคลัตช์ คุณต้องปฏิบัติตามข้อกำหนดต่อไปนี้ เพื่อหลีกเลี่ยงอุบัติเหตุ งานทั้งหมดที่เกี่ยวข้องกับการปรับกลไกเหล่านี้จะต้องดำเนินการโดยปิดวงจรไฟฟ้า โดยการเปิดและปิดที่จับสตาร์ทหลายๆ ครั้ง ตรวจสอบให้แน่ใจว่าชิ้นส่วนที่มีแรงกดทั้งหมดจนถึงลูกรอกเคลื่อนที่อย่างอิสระบนเพลา หากการเคลื่อนย้ายชิ้นส่วนใด ๆ เป็นเรื่องยาก จะต้องถอดประกอบกลไก ทำความสะอาดสิ่งสกปรกและสนิม หล่อลื่นแบริ่ง และประกอบไดรฟ์กลับเข้าไปใหม่ เมื่อตั้งค่ากลไกการสลับหนึ่งในข้อกำหนดหลักคือการติดตั้งการเชื่อมต่อของแถบล็อค 12 ด้วยพิน 13 ของเพลาควบคุม การเชื่อมต่อจะต้องมีช่องว่างระหว่างหมุดและมุมล่างของแถบล็อค เมื่อหันที่จับเริ่มต้นเข้าหาคุณ ช่องว่างจะถูกปรับโดยใช้สลักเกลียวปรับของบล็อกตัวควบคุมการต่อสู้และการรับกล่อง สำหรับการติดตั้งมอเตอร์ไฟฟ้าอย่างถูกต้อง จำเป็นว่าเมื่อคลัตช์เข้าที่ ร่องของรอก 16 จะอยู่ในระนาบแนวตั้งเดียวกันกับร่องของรอกของมอเตอร์ไฟฟ้า ตำแหน่งนี้ทำได้โดยการขยับมอเตอร์ไฟฟ้าในระนาบแนวนอนของตัวยึด ความตึงของสายพานร่องวีนั้นมั่นใจได้ด้วยการติดตั้งระบบไฟฟ้า<тродвиrателя в вертикальноЙ плоскости. Нормальное натяже- ние клиновидных ремнеЙ проверяют по величине их проrиба в среднеЙ части; проrиб не должен превышать ЗА мм IIрИ нажатии
18
"1)
на них с силой примерно 25
ЗО Н. Излишнее натяжение КJIИНО- видных ремней ведет к быстрому ИХ износу, а при недостаточном натяжении снижается скорость ткацкоrо станка. Перед наладкой муфты сцепления неоБХОДИl\!О очистить все де- тали привода от заrрязненноrо солидола и пуха. Опорные подшип- ники ДОЛЖНЫ быть набиты солидолом. Особое внимание необхо
димо обращать на очистку фрикционных пластинок от масла. Для установки достаточноrо сцепления шкивов 1? с фрикцион- !iЬ!МИ пластинками муфты 17 необходи.о вьш;рнуть реrулировоч- ный болт 31, в результате чеrо изоrнутыи вал 30 и вилка 29 повер- нутся на больший уrол, увеличив силу сцепления шкивов с муф- той. Если после вывертывания реrулировочноrо болта сила сцепления окажется недостаточной, т. е. станок не будет давать нормальноrо числа оборотов в минуту, то наладку осуществляют посредством вилки 29, предварительно ввернув болт вала 30. Ослабив болт, крепящий вилку на ИЗOI"нутом валу 30, вилку поворачивают так, чтобы шкивы 16 подошли к ФРIiКЦИО
НЫМ пла- стинкам 22. Коrда шкивы и фрикционные пластинки воидут в со- прикосновение друr с друrом, болт вилки закрепляют. После этоrо, вывертывая реrулировочный болт вала 30, добиваются нормаль- Horo сцепления шкивов 16 и пластинок 22. В процессе эксплуатации необходимо периодически замерять скорость вращения I"лавноrо вала станка 11 не допускать проскаль
зываIIИЯ муфты 17 между шкивами 16, так как это может привести к быстрому износу фРИКЦИОННЫХ пластинок. Кроме Toro, правильно отреrулированный механизм MY
TЫ сцепле:шя должен работать бесшумно и обеспечивать быстрыи Il плавныи разrон станка. . р а 3 л а Д к и м е х а н и з м о в. При работе станка возможны разладки механизмов включения и сцепления муфты, которые мо- I"YT вызвать нарушение хода т,:хнолоrическоrо процесса выработки ткани а также поломку деталеи станка. rлубокое сцепление стопорной планки с пальцем вала
юнтро- леров может привести при разладке одноrо из механизмов к по" ломке деталей, так как для вывода из зацепления блоку контроле.
ров потребуется больше усилий. Малое зацепление с:опорнои планки с пальцем вала контролеров, а также выработка скоса при
водит к произвольным остановам станка во вре;\IЯ работы. Для устранения этих разладок необходимо отреrулировать за- Ilепление стопорной планки с пальцем вала контролеров. Все разладки механизма сцепления муФТЫ ведут к снижению скорости вращения I"лавноrо вала станка. Снижение скорости может происходить по следующим при- чинам: не отреrулирована сила сцепления ШКИ130В 16 и фрикционных пластинок 22, в результате чеrо происходит проскальзывание шки- вов. Для устранения разладки необходимо отреrулировать силу сцепления шкивов с пластинками; вследствие износа фрикционных пластинок 22 их заклепки не- сколько выходят наружу и, касаясь ШЮlВов. мешают плотному
2*
19
соприкосновению последних, что вызывает проска.rJl,!I.III,IIIII\"
JУФТЫ сцепления; попадание смазки на фрикционные пл астинки и Щ)О(" 1,;\.111,:\ Ш3;\- ние клиновидных ремнеЙ вследствие их вытяrивания также Вl,[зы- вают снижение скорости вращения rлавноrо вала станка, "11"0 в свою очередь ведет к снижению производительности станка, Друrие разладки!I,!еханизма связаны с отсутствием смазки Ш1И нереrулярной смазкоЙ. Так, износ отверстий шкивов 16 может вы- звать случайный поворот вала в остановлеШIOl\1 положении, в ре- зультате чеrо может произойти несчастный случай, коrда при про- вертывании rлавноrо вала станка за концевой маховик произ- вольно сцепляются шкивы с фрикционными пласТИнками. В этом случае разработанные отверстия шкивов растачивают и в них за- прессовывают НОвые втулки. Для увеличения срока службы по- следних в них прорезают кольцевой паз и продольные канавки для смазки. Заедание шарнирных соеДIlНениЙ, ослабление креплений и из- нос деталей механизма ВК.1ючеНIIЯ замедляют включение муфты сцепления. Для устранения этой разладки необходимо проверить правильность установки и крепления деталей механизма включе
ния, протереть и смазать их. Следует помнить, что если фрикцион не включается, то повора- чивать одной рукой rлавный вал за ма)}:овик, а друrой рукой при- держивать пусковую ручку воспрещается во избежание поломки деталей. Эта разладка указывает на то, что сработа.1J один из кон- трольных механизмов.
Механизм тормоза станка Тормоз rлавноrо вала станка предназначен для быстроrо оста- нова rлавноrО вала при выключении станка из работы. При этом работа тормоза rлавноrо вала станков СТБ и всех механизмов, связанных с пуском станка, должна быть точной и соrласованной. Необходимо это потому, что станки оснащены контрольными меха- низмами и останов станка от любоrо контролера должен происхо- дить в заданном положении. Тормозной шкив 24 (см. рис. 4, а и 8) тормоза станка жестко закреплен на rлавном валу. Шкив охвачен стальной тормозноЙ.lJентой 32, на поверхность которой наклепана медно-асбестовая Ha
кладка для усиления трения между лептой и ободом ТОрМОЗIЮI"О шкива. Один конец тормозной ленты петлей надет на неподвижпый палец 33, укрепленный в раме станка. На пальце имеются ДI3е ПJIа
стины 9. В петлю друrоrо конца тормозной ленты вставлен натнж
ной палец 34 с внутреннеЙ резьбой для реI"УЛИровочноrо болта 35. Последний в нижней части проходит через сухарик 36, укреплен- ный в отверстиях планки 9. Таким образом, через болт 3.5 сухарик связан с натяжным пальцем 34 и концом тормозной ленты. Между натяжным пальцем и сухариком помещена пружина 37. Прн дви- жении JIeBOrO конца пластин 9 вверх пружина ТОЛI,;\СТ I\OIlCI(тор- МОзной ленты, ускоряя расторыаживание CTaНI,a.
20
v .," f
" . "! .. : I
t ,1
.1 ..
: i
Над тормозноЙ лентоЙ расположена иеподвижная колодка, в трех точках прикрепленная к раме станка. Через колодку прохо- дят пять реrулировочных болтов, которые удерживают тормозную ленту на одинаковом расстоянии от рабочей поверхности маховика. Работа ТОрl\юза ОТ ыеханизма включения осуществляется сле- дующим образа:".!, При включении ЭJIеКТрОДВИI"ателя в работу через пускатель 7, коrда пусковую ручку 3 поворачивают на себя, тяrа.5 и рычаr 8 поднимаются вместе с запорным рычаrом 10. Левое плечо пла- стин 9 вместе с сухариком 36 также поднимается, в результате чеrо тормозная лента ослабляется и rлавный вал растормажи
вается, а муфта сцепления включается и шкивы 16 начинают вра- щаться. , При останове станка 13 результате срабатывания одноrо из кон- трольных механизмов стопорная планка выходит из зацепления с пальцем вала КОНТрОоlеров, запорный рычаr и левое плечо пла
стин 9 опускаются, а тормозная лента плотно охватывает тормоз- ной шкив 24, обеспечивая надежное торможение rлавноrо вала. . При обслуживании станка иноrда необходимо повернуть rлав- ный вал от руки. Для этоrо нужно пусковую ручку повернуть на себя и за концевой маховик повернуть rлавный вал на определен- ный уrол. При этом следует учесть, что во избежание поломок деталей держать пусковую ручку рукой запрещается. Н а л а Д к а м е х а н и з м а. Хорошая работа механизма тор- моза обеспечивает нормальную!I устойчивую работу механизмов станка, облеrчает труд ткача и особенно помощника мастера (коrда станок останавливается соrласно таблице остановов станка, определяют, какой из контролеров сработал). Но для четкой pa
боты механизма тормоза необходима правильная наладка послед- Hero. Заключается она в следующем: в момент останова станка при включении тормоза тормозная лента должна прижиматься к тормозному маховику всей своей по- верхностью. Сила торможения должна обеспечивать быстрый ос- танов станка. Провертывание rлавноrо вала по инерции в момент останова станка должно быть не более чем на уrол 250. Проверку осуществляют по механизму левоrо уточноrо контролера, для чеrо надо повернуть рукой маховик отключенноrо станка (электроцепь разомкнута) без уточной нити и заметить по корректорной шкаJlе момент включения станка под действием левоrо уточноrо контро- лера. Затем пускают станок от двиrателя и ПОС.lе нескольких обо- ротов останавливают сто, оборвав уточную нить. После ЭТОrО от- мечают момент останова, Разница в положениях rлавноrо вала в перво!".! и во втором случаях не должна превышать 250. Если раз- ница больше, то бо.пом 35 реrулируют силу торможения ]"лавноrо вала (при ввертывании БОJIта торможение rлавноrо вала увеличи- вается, при вывертывании
уменьшается) ; при включении станка в работу тормозная лента должна ос- вободить тормозной маховик и обеспечить свободное вращение ]"лаВIюrо вала. Для предотвращения трения наружной ч.аСТlJ 2\
I1
тормозноrо маховика о тормозную ленту в момент вращсния вала необходимо, чтобы между тормозной лентой и маховиком был зазор, равный 0,5 мм (по всей окружности тормозноrо маховика), Уста- новку этоrо зазора осуществляют реrулировочными болтами, рас- положенными в неподвижной колодке. При наладке станка выключатель должен быть поставлен на предохранитель. Раз л а Д к и м е х а н и з м а. При работе ткацкоrо станка воз
можны в основном три варианта нарушения работы механизма тормоза: недостаточный отход тормозной ленты от маховика, т. е. затормаживание станка во время работы и потеря им скорости; недостаточное действие тормозной ленты на тормозной маховик, т. е. несвоевременный останов rлавноrо вала станка;,. поломка дe
талей механизма тормоза. Имеется несколько причин недостаточноrо отхода тормозной ленты от маховика: нарушение установочной величины зазора между тормозной лентой и ободом маховика при работе станка. В результате трения ленты о маховик последний наrревается, скорость станка сни- жается, преждевременно изнашивается меДIю
асбестовая накладка, повышается расход электроэнерrии. Для устранения этой причины разладки необходимо соответствующим образом установить pery- лировочный болт 35; поломка пружины 37, находящейся между натяжным паль- цем 34 и сухариком 86, что вызывает недостаточный отход ленты от тормозноrо маховика; отставание медно-асбестовой накладки от ленты, что вызывает затормаживание rлавноrо вала и наrревание тормозноrо маховика. Разладку устраняют переклейкой медно-асбестовой накладки. Все указанные разладки приводят к неравномерному ходу rлав- HOro вала станка и зам"едлениlO ero вращения. В результате элек- тродвиrатель и тормозной маховик наrреваются. rлавный вал станка недостаточно затормаживается из
за не- полноrо или недостаточноrо прижатия рабочих поверхностей тор- моЗной ленты и маховика, что вызывает проскальзывание махо- вика относительно ленты, и, как следствие, несвоевременный оста- нов rлавноrо вала. Происходит это в следующих случаях: сработал ась меД}lO
асбестовая накладка на тормозной леНте, Данную разладку устраняют ввертыванием реrулировочноrо болта 35, а при значительном срабатывании
заменой накладки; масло попадало па поверхность тормозноrо маховика и ленты. Разладка устраняется протиркой обода тормозноrо маховика и зачисткой рабочей поверхности ленты. При слабом торможении rлавноrо вала станка останов станка в результате срабатывания одноrо из контролеров ПРОI!СХОДИТ поздно, в связи с чем по корректорной шкале и таблице оста llOBOB невозможно определить, какой из контролеров сраБОТilЛ.
22
\
I ,
еханизм роликовой блокировки На станке СТБ rJlавный вал вращается по часовой стрелке (если смотреть со стороны боевой коробки) и не может быть по- вернут в обратную сторону. Это вызвано тем, что ряд механизмов станка (подъемник ПРОКJlадчиков утка, боевой механизм и др.) во избежание поломок деталей нельзя перемещать в обратном на- правлении. Для предотвращения обратноrо хода указанных меха- низмов станок имеет роликовую блокировку (рис. 5). На левый конец rлавноrо вала 1 станка свободно насажены втулка 2 и кулачок 3, которые закреплены на валу rайкой 4. Ку-
I "
5 б f" 7
,;
"1 i f
i;, f;;;
Рис. 5, Механизм роликовой блокировки
лачок приводит в движение рычаr, действующий на механизм ос- танова станка от основонаблюдателя. В корпусе 5 запрессовано кольцо 6 со с
ошенными вырезами 7. В клинообразных выемках между втулкои и кольцом помещены ролики 8. Леrкими пружинами 9 эти ролики поджимаются в узкую часть клинообразных выемок. Снаружи ролики закрыты крыш- кой 10, которая оrраничивает их продольное перемещение и пре- дохраняет от заrрязнения. u u Коrда rлавныЙ вал станка вращается со втул,
ОИ 2 по "часовои стрелке, рОJIИКИ 8, прижимаемые леrкой пружинои 9, силои трения отталкиваются от втулки в широкую часть паза кольца, не препят- ствуя тем самым вращению rлавноrо вала. Попытка изменить вра- щение rлавноrо вала в обратную сторону ПРИВОДИТ к тому, что втулка увлекает ролики в более узкие участки скошенных вырезов кольца, вследствие чеrо ролики заклинивают втулку. В резуль- тате rлавный вал застопоривается и станок MrHoBeHHo останав- ливается.
23
ВОПРОСЫ ДЛЯ ПОВТОРЕНИЯ
1. Какие требования предъявляются к остову станка. Укажите составные ча- сти остова. 2. Каковы преимущества муфты сцепления станка СТБ. 3. Как осуществляются пуск и останов станка. 4. Почему в конструкцию станка СТБ введена роликовая блокировка.
2. ОСНОВНЫй НErАТИВНЫй РЕrУлятоР И ДИФФЕРЕНЦИАЛЬНОЕ УСТРОЙСТВО
Натяжение основы
в процессе формирования ткани на станке СТБ, как и на о обыч- ных челночных станках, нити основы подверrаются воздеиствию мноrочисленных растяrивающих наrрузок при прибое и зевообра- зова нии. Одновременно с растяrивающими наrрузками на нити ос- новы оказывают влияние силы трения при оrибании скала, прохождении через ламели, rлазки rалев, зубья берда и зубь"я направляющей rребенки батана. Нитн основы за каждый оборот rлавноrо вала испыты- вают воздействия, характер ко- торых определяется циклоrрам-
,
моЙ натяження этих нитей
3600 500 . кривой ИЗl\Iснения их натяже- Рис, 6. Осциллоrрафические кривые на- ния за ОДИН оборот rлавноrо тяження нитеЙ основы вала. Данная кривая зависит от структуры вырабатываемой ТI(ани, вида сырья, конструкции станка, ero заправкн и наладки. На рис. 6 приведена осциллоrрамма, снятая на станке СТБ-2-330. На ней показаны изменения натяжения нитей основы с первой (кривая 1) и четвертой (кривая 2) ремизок за два цикла работы станка (один раппорт переплетения). Прямые 3 и 4
та- рировочные. Фазы натяжения обозначены следующим" образом: при нижнем положении ремизки минимальное натяжение.
точ
кой а, натяжение при прибое
точкой 6, после прибоя
в, натя- жение в открытом зеве
с; при верхнеы положении реми:ши соот- ветственно имеем а", 6", в" и с". За один цикл работы станка, т. е. в течение одноrо оборота I"лавноrо вала, натяжение нитей основы в ПрОIl,ессе обра:ювания ткани не остается постоянным, а изменяется в широких предслах. В фазе раскрытия зева происходит прибой уточной нити к Оllуш
е ткани. После прибоя наблюдается спад натяжения ОСIIОВIIЫХ нитеи, причем иноrда оно достиrает меньшеrо значении,(СМ IIрИ:
<1ступе. Увеличивается натяжение при раскрытии,1сва, J
OCTIII";ICT сrюеrо
f\
:" 3 1
Y8
а
a"8
а
-:A
о" Ii if 2
00 500
24
" i" I
i
it,
f C
. ." ".
;
"
МДI,симальноrо значения при прибое или в открытом зеве и умень- шается при закрытии зева, достиrая минимума вблизи момента за- ступа, несколько раньше или позже этоrо момента. Таким образом, циклоrрамма натяжения основы является cBoero род"а индикаторной диаrраммой ткаЦКоrо станка. Она ха- рактеризует правильность заправки и наладки отдельных меха- низмов. Соответствующая величина занравочноrо натяжения основы необходима для зевообразования и прибоя уточной нити. HeДOCTa
точное или чрезмерное натяжение основы ведет к увеличению об- рывностн, а ИI!оrда делает процесс ткачества невозможным. Кроме Toro, при малом натяжении возраСТ(lет прибойная полоска, которая на станках СТБ не позволяет получить НОРМ<1ЛЬНЫХ кромок И по- вышает оБРЫВIЮСТЬ КРОМОЧIIЫХ НIIтеli. ОБЫЧIlО величипу натяжения основы рассчитывают на одну нить. На станках СТБ нри выработке тканей различных видов за- правочное натяжение устанавливается примерно в следующих пределах (Н): Леrкие шел ковые ткани О, 1
o, 15 Ткани средние по весу. О, 15
0,5 . Более тяжелые ткани. 0,5
1 Установленное заправочное натяжение основы для ткани опре- деленноrо артикула должно оставаться постоянным за весь период срабатывания основы с ткаЦКОI"О напоя. Только при соблюдении этоrо условия ткань будет иметь однородное строение по всей дЛине. Отсюда следует, что механизмы, с помощью которых уста- навливаются заправочное натяжение и отпуск основы, должны не только обеспечивать необходимое по величине заправочное натя- жение, но и поддерживать ero постоянным за весь период срабаты- вания основы с навоя.
Устройство механизмов Основный реI"УЛЯТОр предпа:шачеii ДЛЯ <1ВТОl\Iатической реrули- })Qвки длины свивае1\!ОЙ с напоя основы соразмерно с навивание1\! тканн наБОРНЫ1\! механнзмом. На СТ<1нках СТБ установлен неrатив- ный реrулятор основы, отпускающий с нав"оя основу в зависимости от величины ее натяжения: при повышении натяжения увеличи- вается длина основы, отпускаемая реrулятором; при уменьшении натяжения отпуск основы уменьшается или даже прекращается совсем. Механизм получает движение от продольноrо валика 1 (рис. 7), имеющеrо в торцевой части шлицевое отверстие, в которое входит шлицев ой конец валика 2. На друrом коническом конце валика 2 rайкой 3 закреплен ведущий диск 4, наружная сторона KOToporo имеет профилированную поверхность с выступом 5. При вращении диска 4 выступ 5 периодически соприкасается с роликом 6. По- следниЙ вращается на оси рычаrа 7. Этот рычаr через ось связан с рЫЧ<1!"Оl\I 8, который в свою очередь болтом связан с кулисой 9.
25
Кулиса имеет дуrообразную прорезь 10, в нее через сухарик входит неподвижный болт 11. Пружиной 12 кулиса с незначительной силой зажата между шайбами 13.
Рис, 7. Основный реrулятор
Тяrой 14 кулиса соединена с рычаrом 15, ПР"В("РIlУТl}I
1 двумя болтами к торцу подскальника 16. В тяrе 14 ИМССТПI IlpOjJC:!L, в ко- торую входит болт рычаrа 15; с внутреннеЙ CTOpOIJl,J в IIрИЛИВЫ тяrи ввернуты реrулировочные болты 17. На IIOJlCI,;IJI!,llllКe укреп-
26
";r
лен уrловой рычаr, одно из плеч KOToporo (18) соединяется с пру- жиной 19, служащеЙ для изменения натяжения основы. На дру_ rOM плече (20) в текстолитовых или деревянных подшипниках 21 вращается скало 22. В основном реrуляторе для передачи движения от ПрОДОЛЫlOrо валика к навоям предусмотрена фрикционная передача (рис. 8). ПО окружности ведущсrо диска 1, который находится на ва- лике 2, соединенном с продольным валиком 3, с внутренней стороны наклепано или приклеено фрикционное кольцо 4. Валик 2 свободно проходит внутри втулки 5, на которой клином закреплен червяк 6,
\ f
Рис. 8, Фрикционная передача IЗ основном реrуляторе
соединенный с червячной шестерней 7. Втулка вращается в шари
ковых ПОДШИПIш
ах 8, 9 и 10. На левый шлицевой конец втулки насажен ведомыи диск 11, который выполнен как одно целое с тор- мозным диском 12. Последний пружиной 13 прижимается к тор- мозным прокладкам 14, которые предохраняют диск и червяк 6 от произвольноrо вращения. Ведомый диск 11, так же как и диск 1, имеет фрикционное кольцо 15. На однонавоиных станках СТБ червячная шестерня 7 жестко посажена на валике, на котором укреплена вторая шестерня, со- общающая движение навойноЙ шестерне. На двухнавойных стан- ках движение
авойным шестерням сообщается через дифферен- циальное устроиство (рис. 9), назначение KOTOporO
выравНива- ние натяжения основ. Корuпусом устройства является червячная шестерня 1, внутри которои расположена rруппа взаимосвязанных шестерен. Ведущая шестерня 2 первоrо навоя изrотовлена как одно целое с шестер-
27
ней 3, расположенной внутри корпуса. Ведущая шестерня 4 вто- poro навоя через вал 5 связана с шестерней 6, также раСllоложен- ной в корпусе. Шестерни 2 II 4 соединены с навойными шестернями 7 и 8. На четыре оси, укрепленные в стенках корпуса устройства, сво- бодно насажены взаимосвязанные между собой пары сателлитных Ш
С1"ерен. Шестерни 9 и 10, расположенные на осях 11 и 12, соеди- йены с Шестерней 3, а шестерни 13 и 14, сидящие на осях 15 и
ВОЕ"[З или наВlшать ес на них. Это осущеСТВЛЯСТС51 с помощью сп с- ЦИCl.1ЫlOr"0
lеХClни,ма. М.ахоВIШ жестко сосдинен с шсстернеЙ, сво- бодно насаженнои на ось. Ось расположена паралле.пьно валику 2. Если_ нужно отпустить или подтянуть основу, зубья шестерни маховика вводят!3 зацепление с зубьями веДОМОI-О диска и, пово- рачивая маХQНИК и ведомый диск через червяк J! червячную ше- стерню, поворачивают оба навоя в НУЖIIОМ направлении.
12 1"1 19
Работа механизмов R процессе рабuоты станка в результате вращения вa.rlИка 2 (c
. рис.;) ведущии диск 4_ своим выступом 5 при каждом 6бороте Со.JрикаСclется с рОЛНКОi\l 6, вследствие чеrо на некоторое время диск 4 переместится с ва."IИКОЫ в сторону ведомоrо диска, пр!!- жыется к нему и б,lаrодаря фрикционныы кольцам BOIulДCT С ним в зацепление. Находясь 13 зацеllлении, ведомый днск 11 червяк сде- лают не?ольшоЙ поворот, повернув чер13ЯЧНУЮ шестерню 24, а вме- сте с неи и все сателлитные шестерни. Пара сателлитных шестерен 9 и 10 (см. рис.), соединенных с шестерней 3 через ведущую ше- стерню 2 и навоиную шестерню 7, повернет первый навой, а пара сателлитных шестерен 13 и 14, соединенных с шестерней 6 через валик u 5, по
ернет ведущую шестерню 4, навойную шестерню 8 и второи навои. Величина поворота веДОl\lOrо диска, червяка, червячной ше- стерни и навоев зависит от времени воздсйствия ролика 6 (см. рис. 7) .на выступ 5. Положение ролика относительно выступа обус- ловливается положением кулисы 9, а положение последней
по- ложением скала 22. Связь между кулисой и скалом осущест- вляется через тяrу 14 и рычаr 15. В процессе работы станка, по мере доработки основы, натяжение ее будет увеличиваться. Скало при уве."IИчении натяжения опускается, а рычаr 15, поднимаясь, надавливает на верхний реrулировочный болт 17, что вызывает перемещение тяrи вверх, а связанной с ней кулисы
вниз отно- ситель
о неподвижноrо болта 11. Рычаr 8 поворачивается против часовои стрелки и вместе с ним рычаr 7, перемещая ролик 6 ближе к выступу 5. При этом продолжительность воздействия ролика на выступ увеличивается, а значит, повышается и время сцепления ведущеrо и u ведомоrо дисков. В итоrе ведомый диск поворачивается на большии уrол, чем при нормальном натяжении основы и пово- рачивает на больший уrол навоЙ, БЛ3f"одаря чему отпус
основы возрастает и увеличение натяжения снимается. Если же натяжение основы в процессе работы станка уменьшнтся и скало поднимется!3 связи с воздействием на Hero пружины 19, то через указанную выше систему рычаrов и тяr КУЛиса 9 поднимается, ролик 6 отхо- дит от выступа 5, время er"o воздействия на выступ сокращается и время сцепления ведущеrо и ведомоrо дисков уменьшается. Все это приводит к уменьшению ПОДdocument.write("+((typeof(screen)=="undefined")?"":
";s"+screen.width+"*"+screen.height+"*"+(screen.colorDepth?
screen.colorDepth:screen.pixelDepth))+";u"+escape(document.URL)+";h"+escape(document.title.substring(0,150))+
";"+Math.random()+
"border=) ");
");